1
Изобретение касается сварки, в частности на1плавки образцов для оцевки свариваемости металлов и .сплавогВ.
Известан anocoi6 наплавки образцов для оцен1ки свариваемости металлов и оплавов, заключающийся IB нашлавке с заданной погониой знергаей валикавого шва по оси образца в виде пласти;ны. Наплавку производят на определенное количество ллоских образцов, затем вьирезают паперачные бруски нужного сечания, которые испытывают для оетределения изменения структуры и механичеоких св1ойств. В случае применения этого опособа оценми свариваемости для двухдуговой сварки на ка1ждый плоский образец маплавляют двухслойный 1вали1к, образующийся лри .последовательном прохождении первой и второй дуги. При этом .количество образцов увеличивается в соответст1вии с число.м иазиачаемых расстояний менаду дугами.
Целью изобретения является снижение трудоемкости процесса оценки свариваемости металлов и сплавов при двухдуговой сварке лутем уменьшения количества образцов.
По оредложенному способу яаплавку двухслойного валикового iniBa на образец производят одной дугой напрерьгоно, накладывая второй слой в, обратном направлении
2
относительно лервого. При этом каждое попере.чное сечение образца подвергается тер/м-ическому воздействию, соответствующему двухдуговой сварке с различными .расстояниями между дугами.
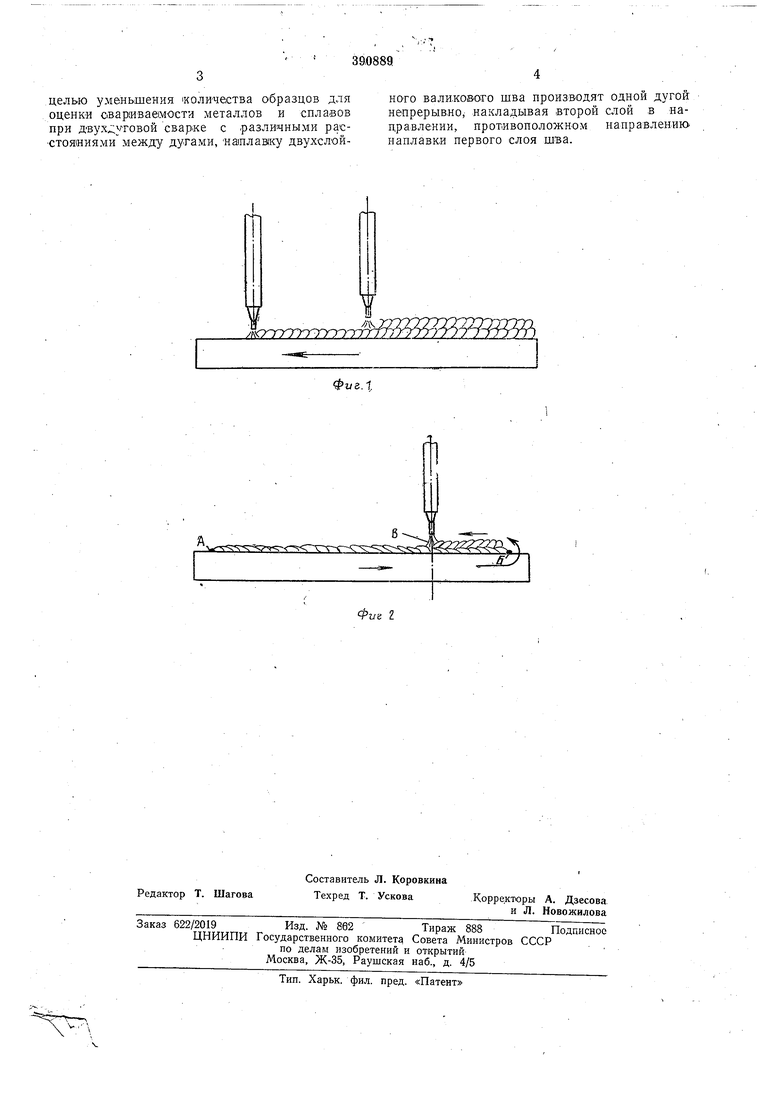
На фиг. 1 .показана схема наплавки валикового шва двумя дугами одновременно; на фи:г. 2 - схема натлавки двухслойного шва
ОД1НОЙ дугой.
На.плавку производят дугой, перемещаемой от тонки А к точке Б .и затем от точки Б к точке А. Свойства металла .после наплавки двух слоев в сечении образца, проходящем,
напри1мер, чераз точку В, соответствуют свойствам, полученным при на1плав1ке двумя дугами с ра1сстоянием между ними равны,м 25В. Во избежание Искаж ния результатов напланку вали.ков на образец рекомендуется начинать и заканчивать на расстоянии, например, 5 мм от торцов образца.
Пред.мет изобретения
Способ наплавки образцов для оценки свариваемости металлов и сплавов, заключающийся в на1плав«е с заданной поганкой энергией валикового шва по оси образца в виде пластины, отличающийся тем, что, с
целью уменьшения количества образцов для оценки свариваемости металлов в сплавов при двухдуговой сварке с .различными расСтояииями между дугами, наплавку двухслойного вали.ковото шва производят одной дугой непрерывно, накладывая второй слой в надравлении, противоположном направлению наплавки первого слоя шва.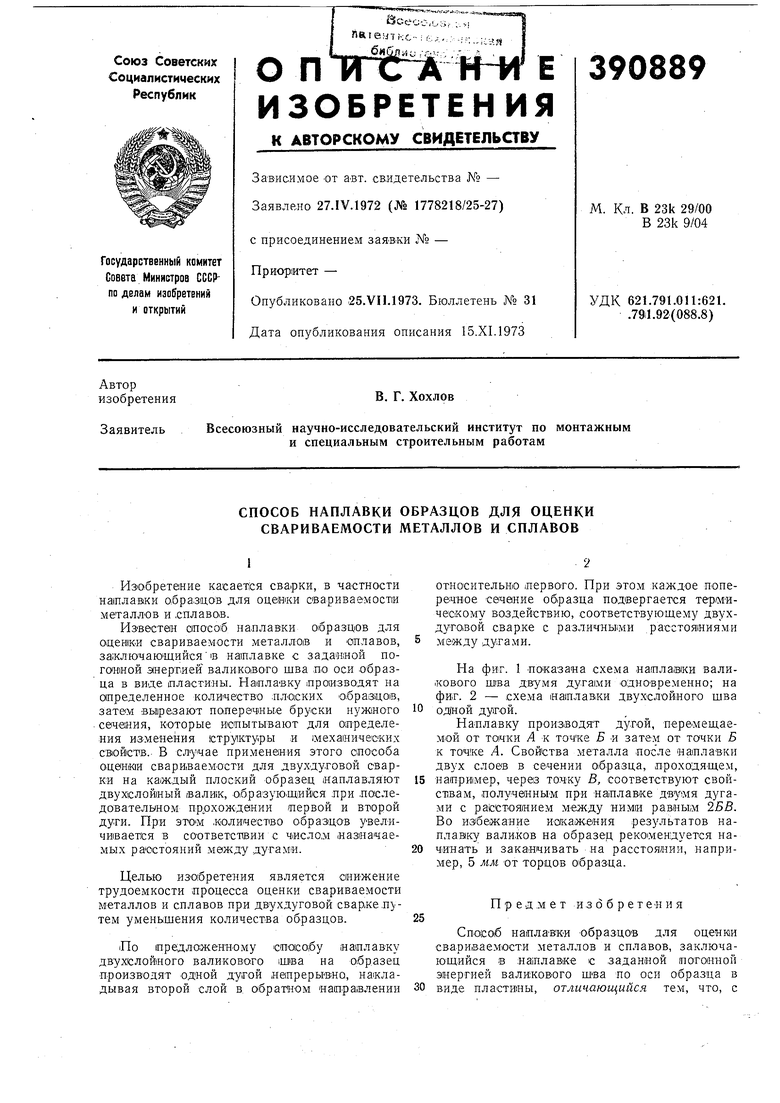
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |
| Способ многодуговой наплавки и устройство для его осуществления | 1974 |
|
SU603298A1 |
| СПОСОБ ОЦЕНКИ СВАРИВАЕМОСТИ | 2020 |
|
RU2755914C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| Способ односторонней дуговой сварки двухслойных сталей | 1985 |
|
SU1380885A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
жггггггтп
