Изобретение относится к обработке металлов давлением и может использоваться в машиностроении, приборостроении и других областях народного хозяйства.
Цель изобретения - расширение технологических возможностей и повышение качества.
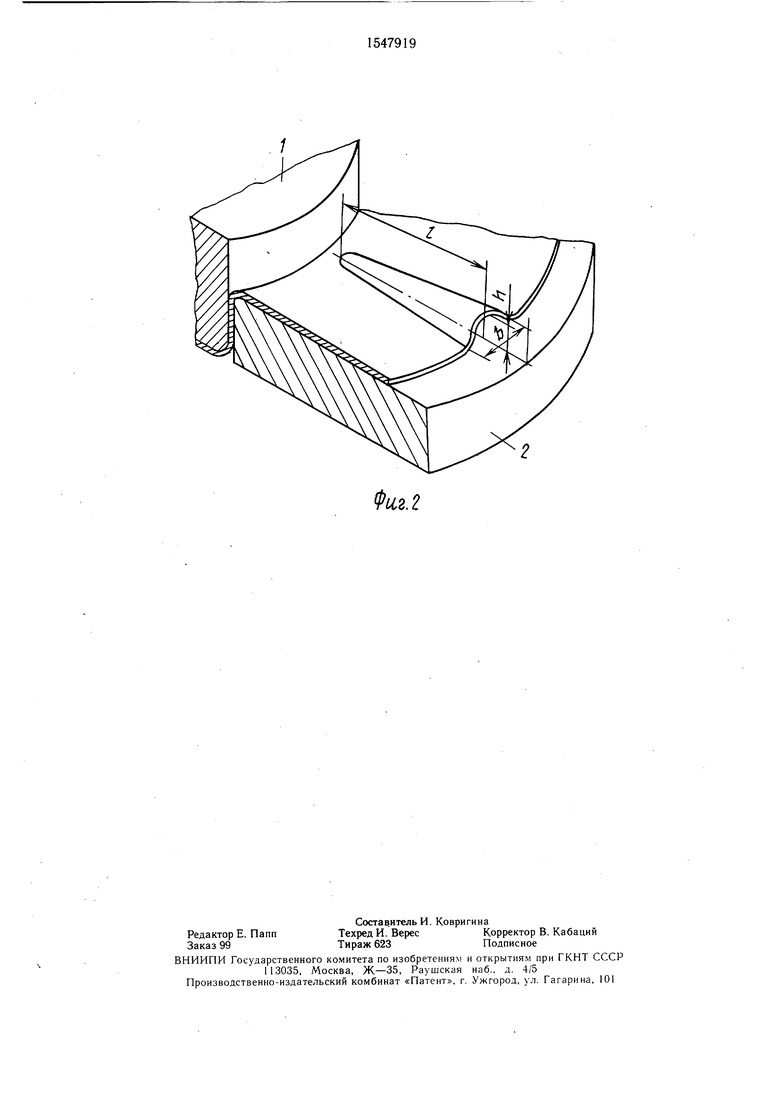
На фиг. 1 изображен штамп для реализации способа; на фиг. 2 - фланец заготовки с гофром.
Штамп для реализации способа содержит пуансон 1, матрицу 2, комплект прижимных колец 3, корпус 4, приводной винт 5, нажимной ролик 6.
Способ осуществляется следующим образом.
Листовую заготовку 7 укладывают на матрицу 2 и воздействуют на центральную часть заготовки пуансоном 1 до образования гофра I на ее фланцевой части.
Прижимные кольца 3 опираются на гофры. При вращении винта 5 нажимной ролик 6 перемещается в радиальном направлении, давит на прижимные кольца 3 и производит разглаживание гофров первоначально от центра к периферии, а затем от периферии к центру.
Разглаживание гофров от центра к периферии способствует уменьшению величины растягивающих напряжений в опасном сечении, а при разглаживании от периферии к центру осуществляется торцовый подпор фланца заготовки.
Пример. Изготавливалась цилиндрическая полая деталь с внутренним диаметром d 60 мм из листовой заготовки Do 150 мм и толщиной 1,2 мм, материал нержавеющая сталь марки 12Х18Н10Т. Первоначально воздействовали на центральную часть заготовки до образования конических гофров, при этом высота гофра h не превышала его ширины Ь. Затем производили разглаживание гофров по кольцевым зонам от центра к периферии и от периферии к центру. Вытяжку осуществляли на гидравлическом прессе мод. П6334А усилием 2,5 МН. Для сравнения на том же прессе вытягивали детали известным способом. Было вытянуто две партии деталей по 10 шт. в каждой. В таблице приведены показатели вытяжки.
Способ позволяет изготавливать более глубокие полые детали с хорошим качеством.
(О
(Л
СП
Ј
СО
со
Коэффициент (max)
2,2
2,6
Jov° d
(KQ)
(K0)
Глубина вытяжки (max)
() (hs)
Формула изобретения
Способ вытяжки полых изделий из листовых заготовок, включающий вдавливание центральной части заготовки пуансоном в полость матрицы с одновременным воздействием на фланец заготовки, включающим гофрирование и разглаживание гофров по зонам от периферии к центру, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества, разглаживание гофров осуществляют циклически по кольцевым зонам, а на каждом цикле попеременно перед гофрированием и разглаживанием от периферии к центру производят гофрирование и разглаживание от центра к периферии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| Способ вытяжки полых деталей из листового материала | 1981 |
|
SU1009569A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| Устройство для глубокой вытяжки цилиндрических деталей | 1985 |
|
SU1294420A1 |
| Штамп для вытяжки эластичной средой | 1986 |
|
SU1329869A1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, приборостроении и др. Цель изобретения - расширение технологических возможностей и повышение качества. Листовую заготовку укладывают на матрицу и воздействуют на ее центральную часть до образования гофров на фланцевой части. Гофры разглаживают по кольцевым зонам попеременно от центра к периферии и от периферии к центру, что позволяет первоначально уменьшить величину растягивающих напряжений в опасном сечении, а затем создать торцовый подпор фланца. 2 ил., 1 табл.
Фиг. 2
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
