Предлагаемый станок ОТНОСИТСЯ к типу станков для нарезания зубчатых колес по методу обкатки при помощи двух шлифовальных кругов, обрабатывающих зубец одновременно с двух сторон. Особенностью станка является подача шлифовальных кругов радиально вглубь обрабатываемого долбяка Феллоу.
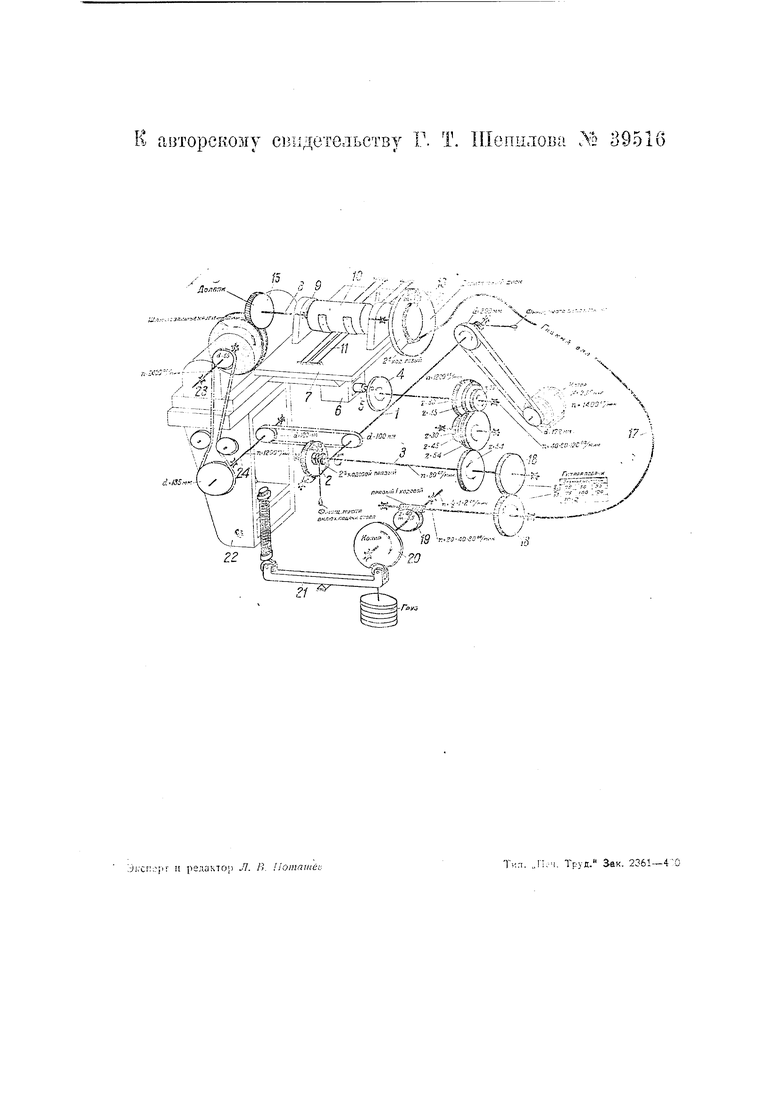
На чертеже изображена схема станка.
От главного вала / через червячную передачу-2 вращение передается валу 5. От вала 3 идет верхняя кинематическая цепь механизма обкатки Долбяка и вторая - нижняя кинематическая цепь механизма подачи шлифовальных кругов.
1. Верхняя кинематическая цепь. От вала 3 через коробку скоростей вращение передается диску 4, имеющему на торцевой стороне прорез. По прорезу может перемещаться камень 5 и закрепляться на любом, в известных пределах, расстоянии от центра, образуя кривошип. Шейка образованного кривошипа входит в ползун, который может перемещаться по прорезу кулисы 6. Кулиса наглухо скреплена с салазками 7. Таким образом при вращении кривошипа салазки получают возвратно-поступательное движение. На салазках монтирована бабка шпинделя, несущего долбяк. Шпиндель сделан двойн.ым. Внутренний щпиндель 8 точно пригнан в подшипнике первичного шпинделя 9 и может вращаться в нем с некоторым сопротивлением. На первичном шпинделе монтируется cMeiiHbifi обкаточный ролик W, диаметр которого равен диаметру основной окг;-уя(ности долбяка с учетом некоторой коррекции. Ролик охватывают ленты 7/, которые натягиваются и закрепляются в неизменном положении особым натяжнь м механизмом. Во время колебаний салазок ленты заставляют обкаточный ролик вращаться и получается как бы качание основной окружности долбяка по прямой. Конец первичного шпинделя связан с делительным механизмом. Делительный механизм обладает той особенностью, что на одном и том же делительном диске можно получить различные деления, кратные числу делений на диске, помощью особого выдвижного сектора. На внутреннем шпинделе с одного конца насаживается нарезаемый долбяк 15, а на другом конце-делительный диск /б. После того, как зуб долбяка прошлмфуется и камни отойдут вниз, происходит переключение диска, а следовательно и поворот внутреннего шпинделя на следующее деление. Переключение не зависит от числа колебаний
шпинделя, а кинематически связано с механизмом подачи шлифовальных кругов посредством гибкого вала 17.
2.Нижняя кинематическая цепь. От вала 3 через сменные шестерни 18 и вторую червячную передачу 19 вращение передается копиру 20. Копир при помощи коромысла 21 сообш.ает движение супорту 2.2, несущему на себе бабки 25 шлифовальных шпинделей. Кривая копира изготовлена таким образом, что за один его оборот стол получает сначала быстрое, затем медленное движениевверх, во время которого происходит шлифовка зуба, и затем быстрый отход вниз, сопровождаемый пгреключением делительного механизма на следующее деление.
3.Шлифовальный узел. Шлифовальные шпиндели получают вращение посредством ременной передачи от вала 24, который в свою очередь соединен ременной передачей
с главным валом 7. Бабки шпинделя могут перемещаться по направляющим и устанавливаются таь;, чтобы получилось нужное расстояние между шпифовальными кругами для данного блоха зубьев. Это расстояние определяется установкой двух алмазов с помощью алмазных приборов, индивидуально,, смонтированных на особых плитах. Установка алмазов на требуемое расстояние производится микрометрическими винтами приооров. Сами алмазы укреплены на кривошипах, валики которых могут враш,аться в установочных микрометричес1;их гильзах. После того, как алмазы установлены, шлифовальные круги подводятся к ним иалмазятся посредством вращения кривошипов. Таким образом получается автоматическая установка кругов на нужное расстояние, которое контролируется и поддерживается алмазами путем периодической алмазки камней. Для получения затылка на проф.ильных сторонах зубьев долбяков плиты, несущие алмазные приборы, вместе с бабками смещаются на требуемый угол соответственно углу спирали профильных сторон.
Предмет изобретения.
Станок дня нap. методом обкатки зубцов долбяка Феллоу как пряi-ibix, так и спиральных, от;и1чан)щайся тем, что супорт 22, несущий .шлифозальMbsa круги, выполнен передзижнын в плоскости пер.чеь-.цнкулярной к оси обрабатываемого долбяка при помощи какоголибо механизма, птпр. копира 20, связанного в своем д-;;-1 кении с движением кинематичгской систег Ы станка, с целью сообщения шлифо:)-йльн.ы1 кругам, помимо их участия 13 процессе обкатки, пэдачи радь ально ЕГ|:убь ,L:,o;i6ii;;a Г.ПУ. ускорения работы резания.
-1/а/ .-- /-«-@/ :-К
tyEsSS ,
, ; , /ivs;, п - . V л----/ Г;. лУ-Л--.Л,
-ffff i 3 7, ff-Y . :; :-Щ%гЬ -., / л- rj, /
.«w „,, -Ы/ -J..:-.. Л;т.Р.,«.,.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес на зуборезном стайке | 1937 |
|
SU64190A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |