1
.Изо1бретение относится к оборудованию для литейного производства, в частности к машинам для литья под давлением.
Известны устройства для запрессовки жидкого металла в форму на машинах для литья под давлением, включаюш.ие цилиндр прессования с поршпем, мультипликатор со встроенным обратным клапаном и аппаратуру управления, в которых изменение усилия запрессовки зависит от ско1рости запрессовки.
Предлагаемое устройство отличается тем. что оно снабжено насосом низкой производительности и клапаном прямого действия, иричем насос низкой производительности подключен к штоковой полости мультипликатора через клапан прямого действия.
Это позволяет регулировать конечное усилие запрессовки независимо от скорости запрессования.
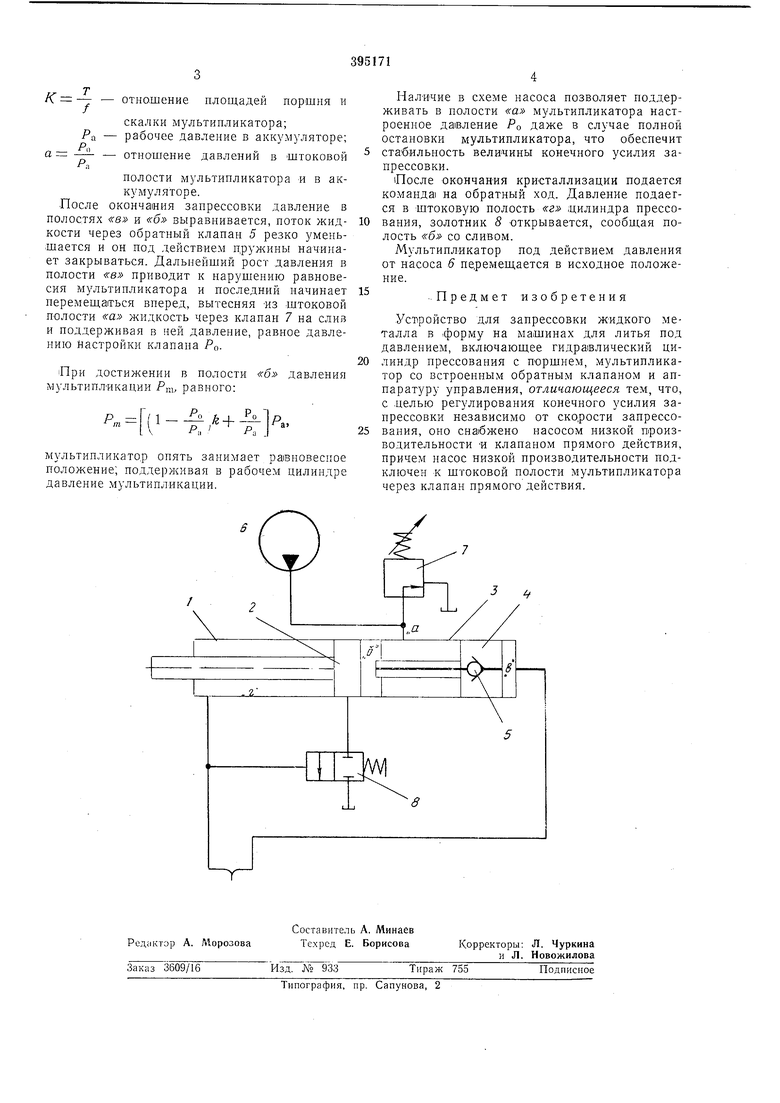
(На чертеже показана гидравлическая схема предлагаемого устройства.
Устройство состоит из гидравлического цилиндра 1 с расположенным в нем прессующим поршнем 2 со штоком. К задней крышке этого -цилиндра крепится мультипликатор, состоящий из цилиндра 3, поршия 4 и встроенного в поршень обратного клапана 5. Штоковая полость «а мультипликатора соединена с насосом 6 низкой производительности и нагружена регулируемым пружинным клапаном 7 прямого де11ствия. Для сообщения полости «б цилиндра прессования со сливом, в схеме установлен золотник 8.
Устройство работает следующим образом. После подачи команды на начало впрыска рабочая жидкость от аккумулятора поступает в полость «-8 мультипликатора, открывает обратный клапаш 5 и попадает в полость «б
цилиндра прессования, которая отсекается от слива золотником 8. Прессующий поршепь 2 перемещается вперед, осуществляя заирессовку металла в форму, при этом полость «г цилиндра прессования соединена со сливом. Величина скорости прессования определяется степенью открытия регулирующего дросселя, установленного на линии подвода от аккумулятора к машине (дроссель на схеме не показан).
В штоковой полости «а мультипликатора устанавливается давление за счет подачи рабочей жидкости от насоса 6 иод пружинный клапан 7. Величина этого давления зависит от требуемого конечного усилия запрессовки,
которое лгожет быть определено по формуле:
P,(-a)k + ,
где fn - площадь поршня цилиндра ирессования;
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прессования машины литья под давлением | 1980 |
|
SU908509A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU1026945A1 |
| Механизм прессования машин литья под давлением | 1980 |
|
SU933227A1 |
| Система управления узлом прессования машины для литья под давлением с холодной камерой сжатия | 1972 |
|
SU446121A3 |
| Устройство для запрессовки металла на машинах литья под давлением | 1975 |
|
SU555986A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU891213A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU984659A1 |
| Механизм прессования для машин литья под давлением | 1974 |
|
SU478683A1 |
| Машина для литья под давлением | 1977 |
|
SU880621A1 |
| Механизм прессования машины литья под давлением | 1990 |
|
SU1733189A1 |
