Предлагаемое изОбрегение от1 осится к термической обрабопке деталей с инаукцноииым «агревам.
Мзвествн стано;к для закалки деталей с и ндукционното нагрева, содержащий трансформатор с индукторС1М, каретку с центрами, за1ГрузочИО-разгрузочиый ме.ханизл, устройство для охлаждения. за1калоч;ный ба:к.
ИзВестНое устройство «е обеспечивает качествашюй за1кал1ки деталей типа вал-шестере;н с меЛ|КИ1М модуле.м, та1к ка,к уто.пленный в нормальном сечестии зуб сллыю деформируется.
Цель нредлагаемого стайка - повышение качества закалки деталей типа вал-шестарен.
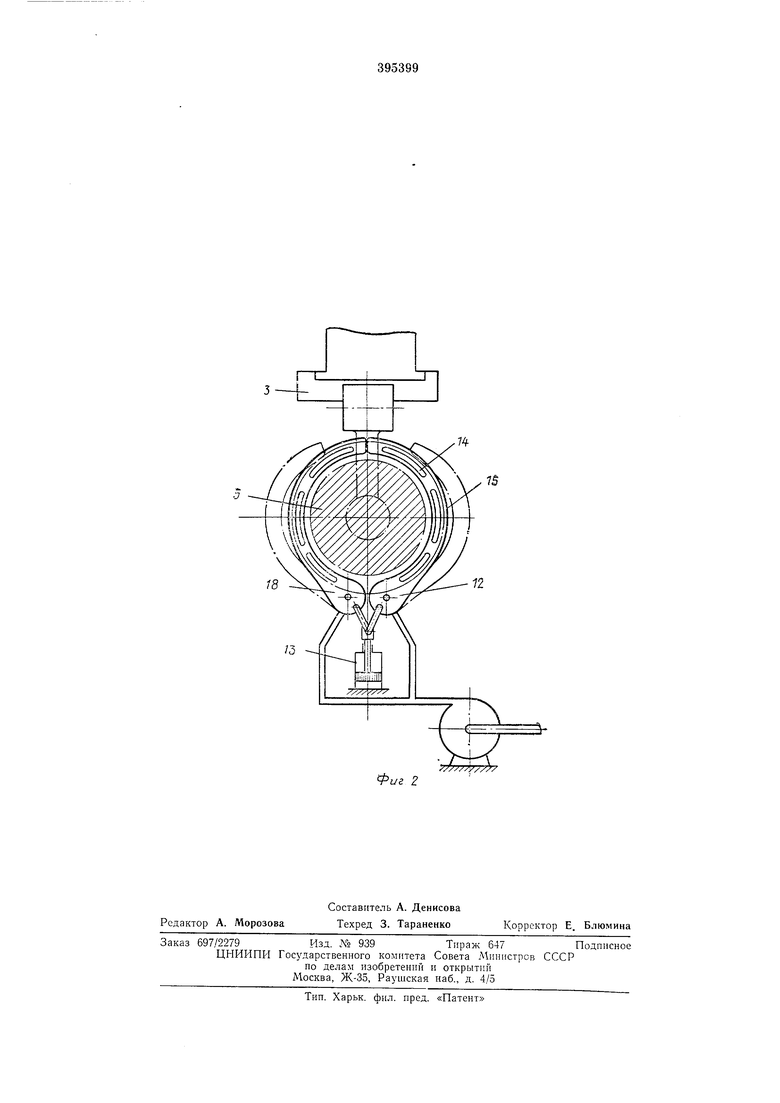
Это до,ст1игается тем, что охлаждаюш,се устройство снабжено гидролитателем, вьшолненньим В виде шар1нир но-сое,ди;не№ных noiBOротных нолужолец, на которых закреплены полужо.т.ьца омеагного онрейора с отверстиями В ПЛОС1КОСТИ стьика для сообщения с гмдр онитателем.
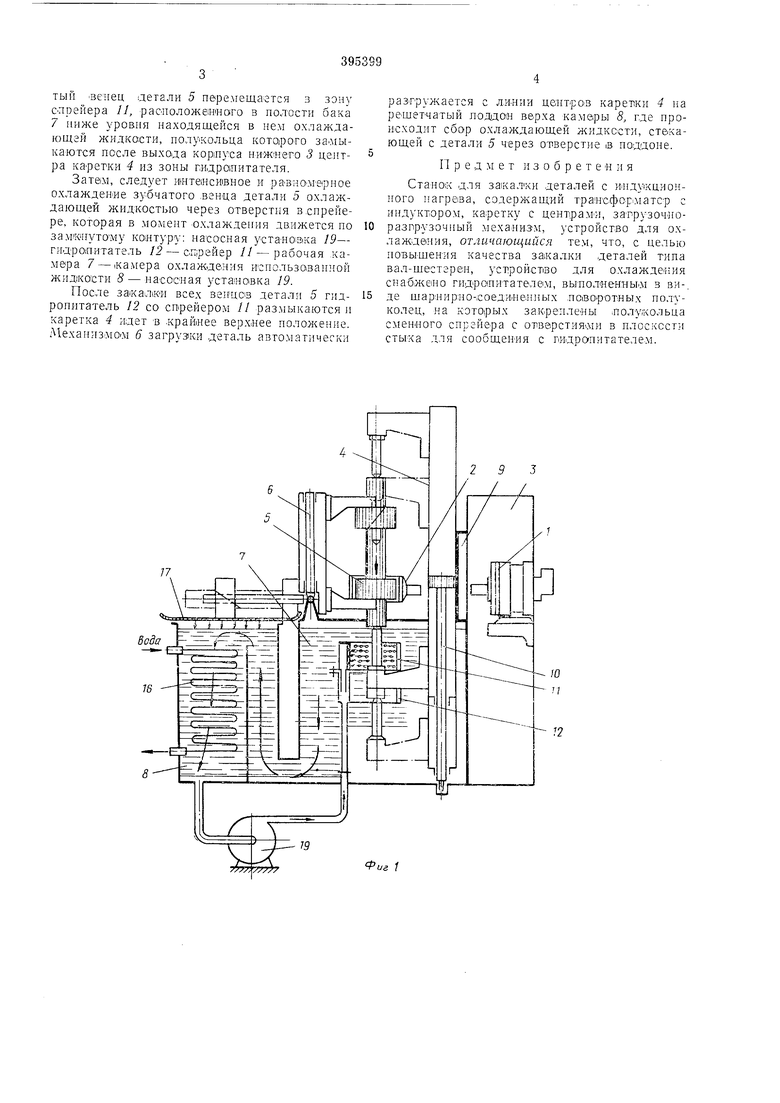
На фит. 1 иаО|бран :ен общ.ий вздд стайка; на фит. 2-питатель, вид сверху.
Цредлагаа.мый станок содержит трансформатор 1 с индукторОМ 2, .ненодвижно установлениые на колоине 3 KapeTiKy 4 с ueHTipaiMU для установ1ки детали 5, загрузочно-разгрузочпьш механизм 6, амонтироваганый на резершуаре для охлаждающей ж.идкости, вышолнвН1Но м В виде двухачамернои ва-нны с сооощающжмися камерама 7 и 8. Камера 7 устачовлеи а над инду1ктором . и в
размепл.е11ы
натравляющие 9 для перамеще 1ия кареткл в верти1калыно м натравлен} от индшвидуального нри:вода 10, разъем ный и смеоиный, в зависимости от размера детали, спрейер 11 с отверстиялш ла ,ниж1нем торце и его ВНутренней поверхашстн для ст1руйного охлаждения детали 5 и ща|рг1 1ирно-разъам ный питатель 12, лр;:всдимый от индивидуального при-вода 13. Верхний TCipeu питателя 12 отверст 1я 74 и бурт 15 для базирования снрейера // и принудительной подачи в пего нредвар1ительно охлажденной или подогретой жидкости из камеры 8 с тенлообменнпцком 16 (см. фиг. 1). Верх камеры 8 закрыт рещетчатЫМ поддоном 17, на который улладьшают закаленные детали на время, необхад ьмое для того, чтобы охлаждающая жидкость, остающаяся на деталях, свободно сте«ла обратно в KaiMepy.
Деталь 5 меха низмом 6 загрузки а втоматичеокИ подается на линию центров каретки 4 и зажимается между верхним и нижним центра ми. В это время полукольца 18 гидропитaтev я 12 с установленнь ми )ia нем полукольцами (на чертеже не наказаны) спрейера 11 находятся s разведенном состоянии. Это необ,ходимо для пропуска между ними корпуса нижнего центра. К ареткой 4 зубчатый ветгец аетали 5 перемещается з зону СЛрейера 11, расположенного в по.тостп бака 7 ниже уровня находящейся в нем охлаждающей жидкости, полукольца котО|рого зал1Ыкаются после выхода Kopinyca нижнего 3 центра карегки 4 из зоны гадротитателя.
SaTeiM, следует И1нте1нси1вное и раВнОМефное охлаждение зубчатого .венца детали 5 охлаждающей жидкостью через отверстия в.спрейере, которая в момент охлаждения движется по замКнутому коитуру: насОСная уста-HOiBiKa 19- гяаро/питатель 12 - стрейер // - рабочая камера 7 - |Камера охлаждения использО(ванной жидкости 8 - наСОСНая устаио вка 19.
После за1кал1КИ всех веицсщ детали 5 гидропитатель 12 со сврейером // размыкаются и каретка 4 идет Б .крайнее верхнее положение. МеханизмОМ 6 загруз1ки деталь автоматически
раЗГружается с ли.нии цент-ров каретки 4 на решетчатый лоддои верха камеры 8, где происходит сбор охлаждающей жидкости, стекающей с детали 5 через отверстие в но.даоне.
Предмет изобретен и я
Станок для за1калки .деталей с индукцио)иого нагрева, содержапхий трансфор1матср с индуктором, каретку с центрамИ, загрузочноразлрузочный механизм, устройство для охлаждения, отличающийся тем, что, с целью повышения качества за1каЛ:КИ деталей типа вал-щестэрен, услрой.ст1во для охлаждения снабже1но гидротитателем, вынолненньгм в ви-. де шарнирно-соединенных .пово-рогных полуколец, на которых закреплены полукольца сменного спрейера с отварстиячми в плоскости стыка для сообщения с лидропитателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| Станок для индукционной закалки деталей | 1987 |
|
SU1576576A1 |
| Станок для закалки деталей | 1981 |
|
SU1032028A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Станок для закалки деталей | 1972 |
|
SU436865A1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| ТРЕХПОЗИЦИОННАЯ | 1968 |
|
SU231587A1 |
| НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ИЗДЕЛИЙ | 1970 |
|
SU276127A1 |
77
Фиг 1
/8
//
/3
Фиг 2
