1
Изобретение относится к устройствам для термической обработки с индукционным нагревом преимущественно для прим енения в индивидуальном и мелкосерийном производстве.
Известен станок для закалки деталей, содержащий неподвижный индуктор и каретку с навесными центрами, установленные на вертикальной станине, и двухсекционный закалочный бак.
Предлагаемый станок отличается тем, что закалочные баки |размещены один в другом, причем внутренний закалочный бак установлен с возможностью возвратно-поступательного перемещения и снабжен механизмом осевой подачи я вращения детали. Это обеспечивает универсальность станка, а также возможность термообработки деталей при различных способах охлаждения.
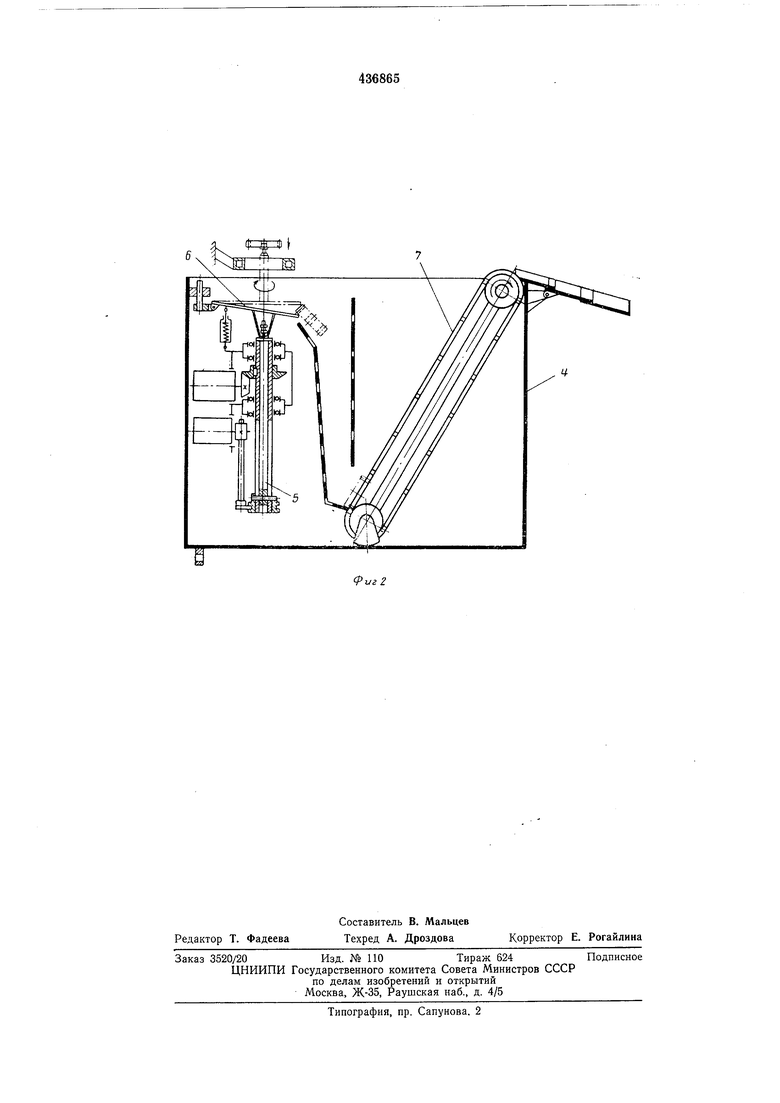
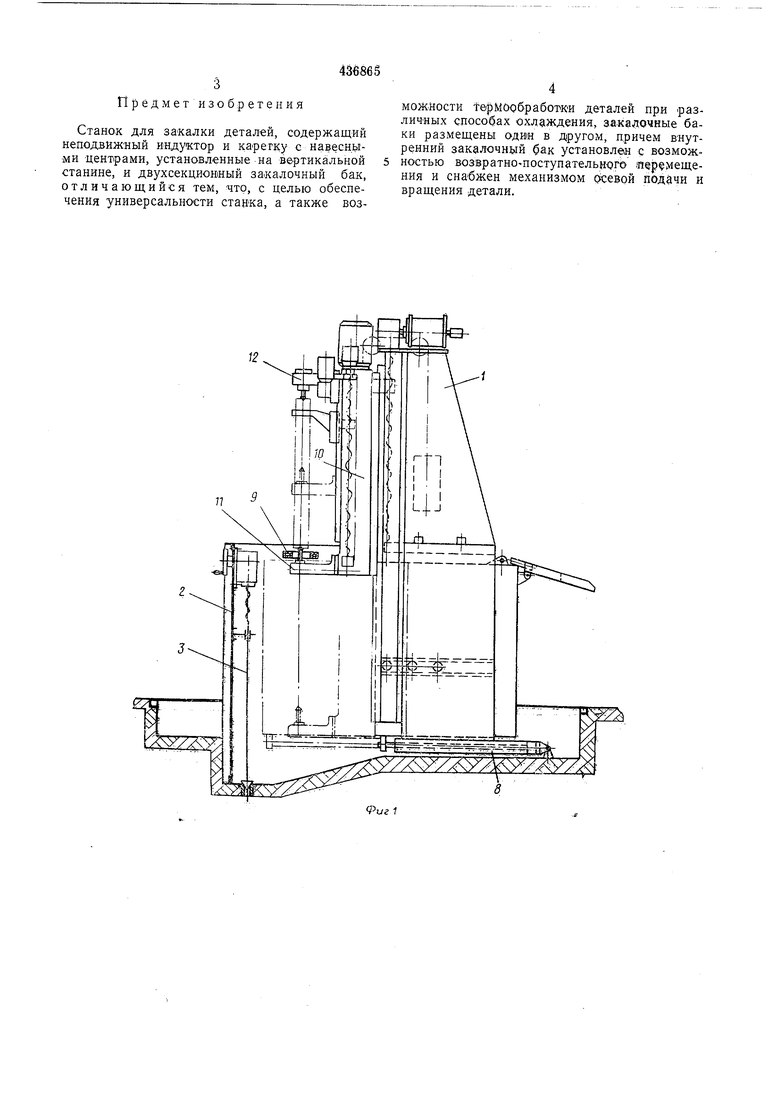
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2-разрез по внутреннему баку.
Закалочный станок состоит из вертикальной станины 1 П-образной формы, внешнего закалочного бака 2 с двумя сливными отверстиями, снабженного механизмом блокировки 3 с пробками, и внутреннего закалочного бака 4, снабженного механизмом осевой подачи и вращения 5, механизмом съема 6 и механизмом выгрузки 7, и соедийенного с приводом 8 возвратно-поступательного перемещения. На станине 1 установлены неподвижный индуктор 9 со спрейером и каретка 10 с навесными центрами 11 и 12.
При закалке деталей, требующих спрейерного охлаждения, например валов, внутренний закалочный бак 4 размещают под станиной 1. Каретку 10 ставят в рабочее положение, в центрах И и 12 устанавливают деталь, после чего включают вращение и подачу детали через индуктор 9 со спрейером. Использованную охлаждающую жидкость, воду или эмульсию удаляют через соответствующие
сливные отверстия, закрываемые пробками механизма блокировки 3, причем одно из сливных отверстий постоянно закрыто, обеспечивая слив той или иной жидкости в соответствующую емкость.
При охлаждении деталей способом погружения каретку 10 переводят в верхнее положение, а внутренний закалочный бак 4 посредством привода 8 выводят в рабочее ноложение соосно с индуктором 9. Посредством
механизма осевой подачи и вращения 5 деталь помещают в индуктор 9, нагревают в нем и затем опускают в закалочный бак. При опускании деталь охлаждается, механизмом съема 6 передается на механизм выгруз-ки 7 и
затем удаляется из закалочного -бака.
Предметизобретения
Станок для закалки детал-ей, содержащий неподвижный индуктор и карегку с навесными -центрами, установленные на вертикальной станине, и двухсекциовный закалочный бак, отличающийся тем, что, с целью обеснечения универсальности станка, а также возмоЖНости термообработки деталей при различных способах охлаждения, закалочные баки размещены одвн в другом, цричем внутренний закалочный бак установлен с возможностью возвратно-поступательн-ого .перемещения и снабжен механизмом р-севой подачи и вращения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Станок для закалки деталей | 1981 |
|
SU1032028A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Станок для закалки | 1991 |
|
SU1806208A3 |