1
Изобретение относится к области сварки с контролем температурного поля и может быть использовано нрн сварке в среде защитных газов.
Известен способ дуговой сварки в среде защитного газа, при котором на свариваемую поверхность наносят вещество, изменяющее свое состояние нод воздействием температуры.
Недостатком такого способа является то, что используемая в качестве наносимого вещества термочувствительная краска контролирует только определенный интервал температур, а также то, что применение этих красок нри сварке крайне затруднено из-за нонаДания продуктов их сгорания в сварной щов.
Предлагаемый способ отличается от известного тем, что на свариваемый стык наносят вещество, имеющее температуру испарения ниже температуры плавления свариваемого металла, и но относительному положению границы расн.1авлення веп,ества перед дугой коптролируют температурное ноле.
Это позволяет повысить качество сварного соединения.
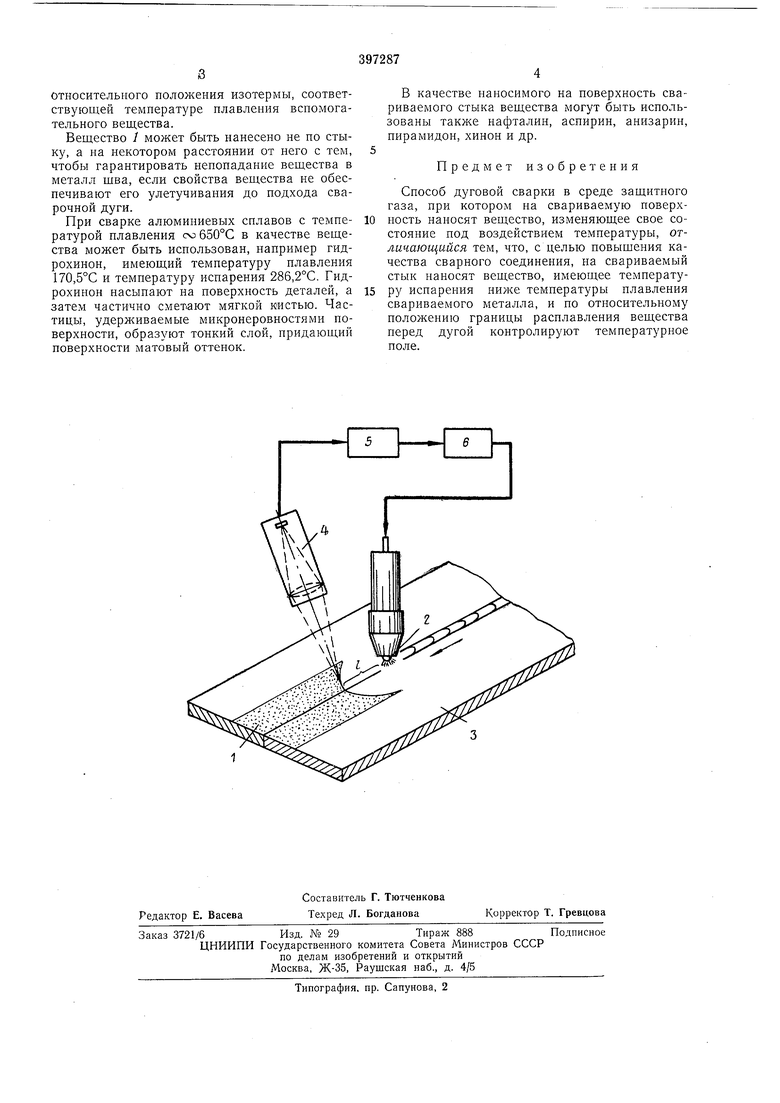
На чертеже изображена схема дуговой сварки.
При перемещении сварочной дуги по металлу тепло от дуги, распространяющееся по нему, обгоняет дугу, в результате ч&го происходит плавление вещества /. Граница плавления вещества определяет положение изотермы, соответствующей температуре плавления вещества. Если величина погонной энергии дуги постоянна и условия теплоотвода одинаковы, положение изотермы, определяемой rpainiueii расплавления вещества, неизменно относительно дуги.
При изменении условий теплоотвода изотерма плавления вспомогательного вещества смещается. При увеличении тенлоотвода уменьщается расстояние / нереднего фронта изотермы от проекции оси электрода 2 па свариваемые пластины 3.
Относительное положение изотермы плавления вспомогательного вещества регистрируют, нанример, оптическим фотоэлектрическим )стройством 4, в основе работы которого лежит принцип слежения за границей между поверхностями с различной излучаюп1,ей способностью.
Сигнал, нронорниональный величине /, снимают с фотоэлектрического датчика н подают в систему 5 регулировання мощностн дуги, управляющую источником б сварочного тока, чтобы изменить мощность дуги до такой величины, нрн которой величина достигает прежнего значения.
Таким образом, регулирование мощности дуги производят по нрннцнну стабилпзации
8
относительного положения изотермы, соответствующей температуре плавления всномогательного вещества.
Вещество 1 может быть нанесено не по стыку, а на некотором расстоянии от него с тем, чтобы гарантировать иепопаданне вещества в металл щва, если свойства вещества не обеспечивают его улетучивания до подхода сварочной дуги.
При сварке алюминиевых сплавов с температурой плавления счз 650°С в качестве вещества может быть использован, например гидрохинон, имеющий температуру плавления 170,5°С и температуру испарения 286,2°С. Гидрохинон насыпают на поверхность деталей, а затем частично сметают мягкой кистью. Частицы, удерживаемые микроиеровностями поверхности, образуют тонкий слой, придающий поверхности матовый оттенок.
В качестве наносимого на поверхность свариваемого стыка вещества могут быть использованы также нафталин, аспирин, анизарин, пирамидон, хинон и др.
Предмет изобретения
Способ дуговой сварки в среде защитного газа, при котором на свариваемую поверхность наносят вещество, изменяющее свое состояние под воздействием температуры, отличающийся тем, что, с целью повыщения качества сварного соединения, на свариваемый стык наносят вещество, имеющее температуру испарения ниже температуры плавления свариваемого металла, и по относительному положению границы расплавления вещества перед дугой контролируют температурное поле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ автоматической дуговой сварки | 1983 |
|
SU1162562A1 |
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ дуговой сварки | 1984 |
|
SU1225736A1 |
