1
Изобретение, относиться к области производства материалов и изделий из измельченной древесины путем форм ования и может быть использовано для -формования других подобных пластических масс.
Известно устройство для производства полых изделий из фО|рмуемых масс, преимущественно др.евесно-клеевых, включающее загрузочно-формующий механизм, толкатель для запрессовки, канал прессования с формующими прокладками и разгрузочный механизм.
Однако при производстве полых изделий в этом устройстве для получения отверстия в изделии в пресс-м.ассу необходимо загружать сухарик (вкладыш), что усложняет работу, затрудняет автоматизацию процесса и не всегда обеспечивает получение отверстия в нужном месте. В таком устройстве прессование изделий типа колец, втулок можно вести только в направлении, перпендикулярном оси изделия, а при этом по длине оиружяооти изделия будет значительная нфавномернссть упрессОВки формуемого матери.ала и соответственно неравномерность плотности. Кроме того, в разных частях готов-ого изделия плоскости частИЦ древесины или другого подобного формуемого материала будут ориентированы в разных направлениях по отно-щению к оси изделия, а именно в радиальном и тангенциальном, так как при прессовании ч астицы располагаются перпендикулярно направлению прессования. Такое различие в ориентации частиц материала в изделии тина втулки крайне нежелательно, так как изделие имеет в разных направлениях различную прочность.
Цель предлагаемого изобретения - изготовление изделий высокой прочности, повыщение производительности и автоматизация процесса производства.
Для этого в предлагаемом устройстве разЛрузочный механизм снабжен разъемным сердечником, выполненным в соответствиИ с внутренней поверхностью формующих прокладок и расположенным вдоль оси канала прессования.
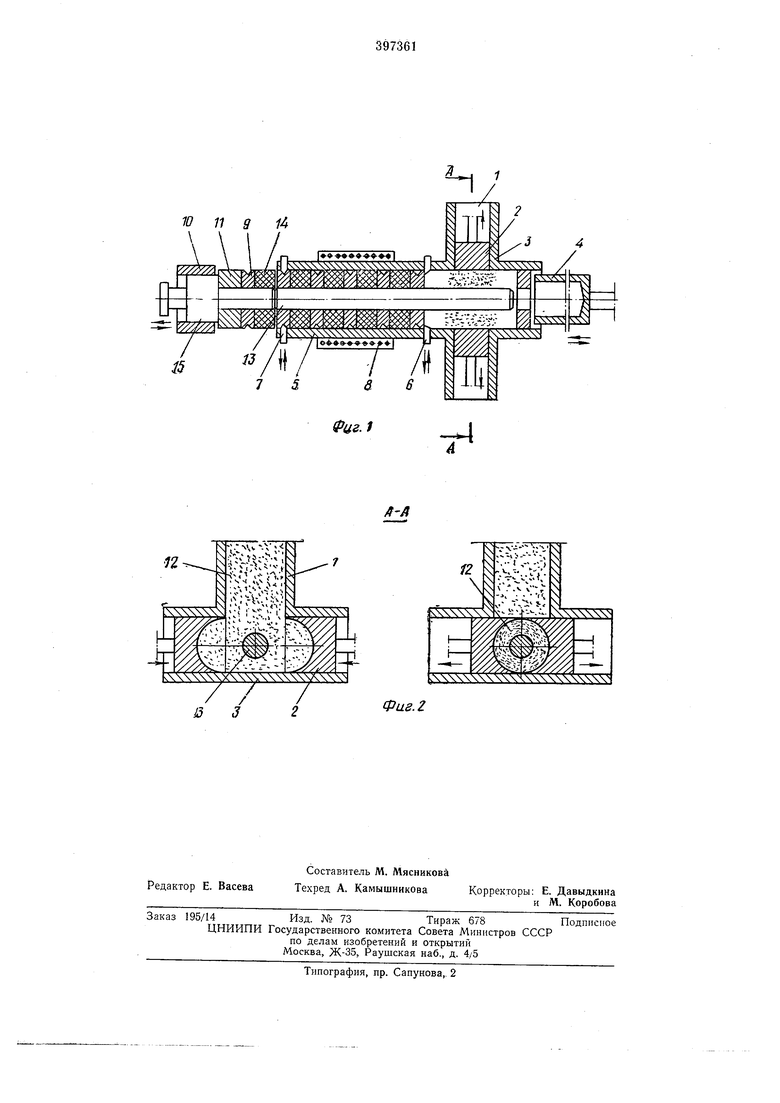
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - разрез По А-А на фиг. ,1.
Устройство состоит из загрузочно-формующего механизма, содерл-сащего загрузочный бункер 1, формующие ползуны 2, перемещающиеся в направляющих 3, толкатель 4; канал.а прессования, содержащего направляющие 5, фиксаторы 6 и 7, нагревательные элементы 8, формующие прокладки 9; разгрузочного механизма, содержащего разъемный сердечник, направляющие 10, упорную щайбу 11,
Работает устоойство следующим образом.
Формуемая масса 12 подается в буикер 1 и далее в зону формования, фО;рмуюш,ие ползуны 2 сдвигаются, отсекавот определенную порцию массы, необходимую для одного изделия и обжимают ее на части 13 разъемного сердечника. Через окно в канале в зону формования подается формующая прокладка 9. Толкатель 4 перемеи1,ает ее вместе с обжатой массой по -сердечнн.ку в ка«ал прессования за фиксаторы 6. В канале формуемая масса приобретает форму л разме ры изделия; От перемещения в осевом направлении при запрессовке сердечник удерживается разгрузочным механизмом, который фиксирует положение сердечника. Толкатель 4 возвращается в н ачальное положение, -и цикл повторяется.
Готовые изделия 14 и прокладки 9 в момент цикла за.првосошки массы и проталкивания в канал прессования выталкиваются с противоположной стороны канала на часть 15 разъемиого сердечника, которая после окончания цикл1а защрессовки и снятия с нее осевого давления, передаваемого от части 13 разъемного сердечника, перемещается по направляющим 10 в крайнее левое положение. Готовое изделие и прокладка удерживаются
от перемещения упорной щайбой 11, и по выходе из их внутренней полости части 15 разъемного сердечника готовое изделие поступает в бункер готовой продукции, а прокл адка - в загрузочную камеру.
Для начала работы, когда в канале еще отсутствуют комплекты формующих прокладок и формуемое изделие, в канал прессования запружаются прокладки и болванки, по форме и размерам соответствующие изделию.
Предмет изобретения
Устройство для производств:а полых изделий из формуемых масс, преимущественно
древесно-клеевых, включающее загрузочноформующий меха.низм, толкатель для запрессовки, канал прессования с формующими прокладками и разгрузочный механизм, отличающееся тем, что, с целью изготовления издеЛИЙ высокой прочности, повышения производительности и автоматизации процесса производства, разлрузочный мех.анизм снабжен разъемным сердечником, вьгполнениым в соответствии с внутренней поверхностью формующих прокладок и расположенным вдоль ось канала прессования.
10 11 д 14
i5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования керамических трубок | 1984 |
|
SU1252175A1 |
| Гидравлический пресс периодического действия | 1974 |
|
SU487784A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС для ИЗГОТОВЛЕНИЯ плити | 1970 |
|
SU278045A1 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2000 |
|
RU2204475C2 |
| Устройство полусухого прессования керамических изделий | 2018 |
|
RU2704154C2 |
| Способ формования изделий и устройство для его осуществления | 1978 |
|
SU863348A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПРЕСС-МАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041817C1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| Установка для формования изоляторов | 1975 |
|
SU599978A1 |
п
Фиг. г
