Изобретение относится к области нрог:ра: 1мпого управления ,металлорежущ.И|Мн станками н может быть использовано в , фрезерных, сверлильных и других типах станков, на которых требуется осуществле ние перемеН1,вн1ий с ловышениой точностью.
В настоящее время устройства, предназначенлы.е для коррекции нолрешностей перемен1ения органов металлорежущих ста,нков с ЧПУ, вызываемых ошибками в ша.ге ходового В1гнта и наличием зазора в ви;нто,вой наре привода перемещений, находя применение в станках.
Одно из нзвестиых устройств содержит конеч ный выключатель и серию кулачков, расноложенных в тех точках траектории иеремеи ения, где Т1ребуется введение коррекции. В процессе перемещения допол-ните.тьные импульсы, полученные путем воздействия кулачков на конечный выключатель, связанный с перемещающимся ограном станка, суммируются с импульсами от задающей програ-ммы и кор;ректи руют ошибки щага визита.
Второе устройство шредиазиачено для компенсации зазора в ви«товой паре путем введения, до иа:чала з а программ м«ров а иного перемещения, серии дололнительных импульсов, каждый раз .при изменении направления перемещения.
Однако эти устройства только частично реuiaioT наставленную задачу: так устройство для коррекции щага требует отдельного кулачка для каждой точки коррекции, что значительно ограничивает ее возможности и результирующую точность. Устройство для компенсации влияния зазора требует усложнения самой системы ПУ и, поскольку число корректирующих имнульсов не связано с положением органа станка, способно корректировать только влияние средней величи-ны зазора, заранее введе.ННОЙ в систему управления.
Целью изобретения является иовыщенис точаюсти вводимой коррекции, обеспечение компенсации переменной вдоль перемещения величины зазора в кинематической цепи и упроще1ния системы за счет совмептения функЦИ1И коррекции щага и зазора в винтовой паре в одном устройстве. Указанная цель достигается тем, что необходимая величина коррекции вводится не в отдельных точках перемещения, а непрерывно в процессе всего перемещения, путем сообщения щаговому двнгателю, точнее - его статору, дополнительного вращения на угол, достаточный для компенсации фатстической вел1 чи:ны отклонешш, причем это вращение автОМатическа суммируется с вращением задаваемым основной программой, а компенсац.ия влияния люфта при иэмененни направления перемещения достигается также дополнительным поворотом щагового двигателя н-а -веЛ1ичиа у, CTipono соответстеующую приводенно величине люфта в данном месте перемещения.
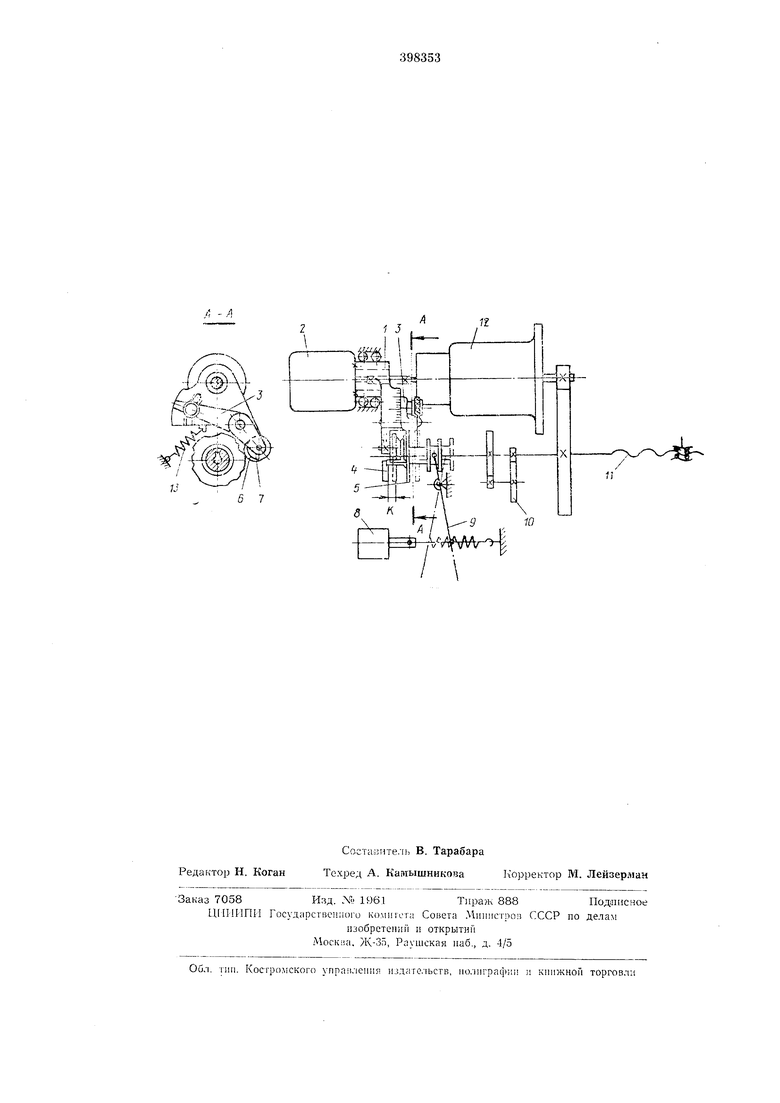
На чертеже представлена кинематическая схема предлагаемого lycTipowcTea.
ycTipofliCTiBO состоит ИЗ поворотного крояштеняа /, шагового двигателя 2, кинематически соеди:Н0Н|НОго со следящим золотникОМ, рычага 3 регулировки величияы относительного смещения считывающих элементов (роликов), копиров 4 и 5, профИлироваашых по закону вводимой коррекции, сч итывающих роликов 6 и 7, привода 8 подключения к требуемому считывающему элементу с передаточным рычагом 9, редуктора 10 привода вращения колчров от ходового винта 11, гндродвигателя 12, пружины 13, поддерживающей контакт роликов с Копира1ми 4 и 5.
Устройство работает следующим образо м.
В процессе перемещения исполнительного органа стан.ка ХОДОВОЙ в-иит ,// через редуктор 10 вращает; :Кулачки-колиры 4 ,и 5. При отсутствии на этом участке попрещности образуюЩая копира предста1вляет цилиндр и Kpo iщтеЙ111 / остается неподвилжым. При наличии погрещности, в соответствии с ее знаком, подъем или снижение высоты образуюилей .кОП:ира заставляет крОНШтейП / повернуться и сообщить поворот статору шагового двигателя 2, соответствующий величине погрешности. Это вращение алгебраически суммируется с вращением, задаваемым програм мой, корректируя поло ке:ние исполнительного oipraHa станка. ГГри изменении 1нанравления не ремещения исполнительиого органа станка привод 8 CMeniaет копиры на величину К, подключая этим на считывание ролик 6 вместо ролика 7 п ашоборот. НалиЧИе двух кониров позволяет управлять поворотным кронштейном / с помои ю другого .копира, ирофилированного но закону ко рре кци и п о пр ешно стей пр от ив оно л ожи о и стороны :иитки резьбы. В остальном работа корректирующего устройства протекает аналогично работе устройства в перво.м ианравлеиии.
Если ролики 6 н 7 не имеют относительного смеитения, то поворот ими кронщтейна 1 ограничивается пределами ниформаинн на конире.
Однако за-крепленне ролика на донолн 1тельном рычаге 3 позволяет с.мещать оси роликов 6 и 7 на любую требуемую величину, определяемую величиной зазора в винтово паре. Относительное смен;еиие осей роликов вызывает, при переводе считывания с одного ролика на другой, допо тнительный noBOipOT к,ронштейна /, суммирующийся с поворотом, обеспечиваюни1м коррекцию погрешностей шага ходового винта. Наличие на каждом ролике цилиндриеского участка в сочетании с коническим обеспечивает плавный, без провала перевод считыва)ния с ролика на ролик. Величина требуемого сменения, после измерения фактического зазора в винтовой паре, может задаваться и отсчитываться но 1икале на кронштейне /, градуированНой в микронах.
Передаточное число редуктора 10 подобрано с таким расчетом, чтобы копиры 4 и 5 соверщали один оборот при наибольшем перемещении рабочего органа станка.
Предмет н з о б р е т е н iH я
1.Корректирующее устройство для металлорел-сущпх станков с мнсловы.м горограмм.ным управлением и шаговым приводом, взаимодействуюпдим с несущим информацию о величине ногрешности в функции перемещения копиром с передаточным звепом, отличающееся тем, что, с целью повышения точности введения коррекции и упрощения конструкции путем совмен1,ения в ней функций корректирования щага и устранения влияния зазора, статор шагово ч) двигателя завреплеи подвижно и посредством рычага и роликов соединен с копиром, причем при реверсе привода и одновре менном переводе считыва ния на другой роли1К статор шагового двигателя получает дополиитель Ь 1 ntiBOрот, комненсирующий влияние люфта.
2.Корректирующее устройство по и. 1., отличающееся тем, что, с целью компенсации отличий в законе изменений погрешностей для каждого из направлений перемеп1,ения, копнр выполнен двойным с профилированием каждой двух частей но закону, определяемому иаиравлеНИем перемещеяи:.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1959 |
|
SU120781A1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Устройство для резания древесины проволокой | 1988 |
|
SU1604615A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Привод подач для станков с числовым программным управлением | 1985 |
|
SU1291364A1 |
| Штамповочно-намоточный модуль для изготовления сердечника из штампованной полосы | 1991 |
|
SU1791887A1 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 1990 |
|
RU2047473C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПАКЕТОВ ПОРШНЕВЫХ ИЛИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2001 |
|
RU2179090C1 |