Известно соединение трубок с заглушками электрической контактной стыковой сва1ркой сопротивлением. При этом заглушка имеет буртнК, необходимый для обеснече-ния симметричиюго тепловыделеппя .в свариваемы.х деталях. Вследствие термического цикла сварки металл в зоие стыка имеет, как правило, несколько более низкое качество, чем исходный металл.
В известных методах CBaipKH соедииеиие образуется в области буртика. Протяжениость стыка при этом .методе, т. е. расстоя ние от наружной поверХИости трубки до внутренией по лииии стыка (без учета толщины грата) равна или близка толшине стенюи трубки. Сварное соединение поэтОМу, в общем, обла.тает несколько более низки.м качеством, чем трубка.
Целью изобретения является повышение качества сварных соединений и .приблнжение нх свойств к свойствам трубки. Это достигается CMen tenHeM стыка в тело заглушки. При этом иротяженностг: стыка увеличивается и его плоп;адь становится больше площади сечения трубки. Поэтому свойства соединения, т. е. его ирочиостные, пластические и иные характеристики, несмотря на некоторое снижение удельных характеристик металла в пем вследствие термического цикла сварки становятся равныма1 или близкими свойствам трубюи. Смещение стыка в тело заглушки осуществляется задалием велнчн1;ы хода осадки, нревыи аюн1.ей сумму уста1новоч.ной длины трубки и высоты буртика заглушки.
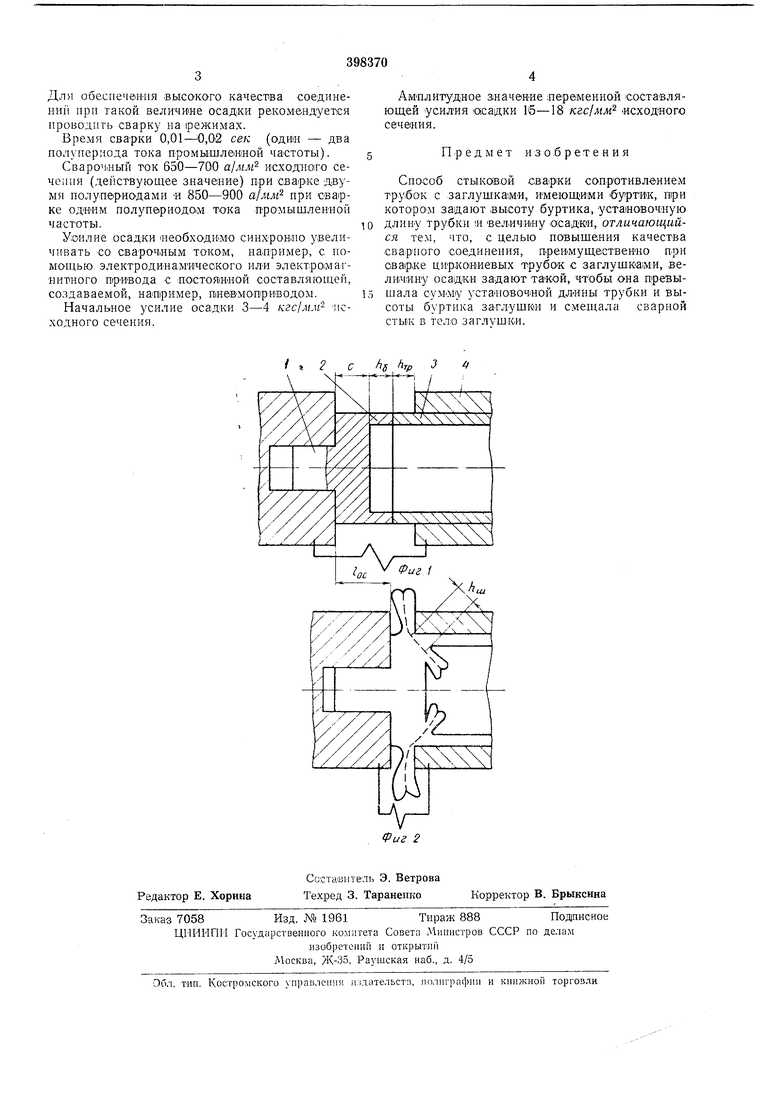
На . 1 показа-ны детали перед сваркой; на фиг. 2 - после сварки.
Заглушка / имеет буртик 2 толиииюй. равной или близкой толщине стенки труб1уи 3, и длиной /м. Трубка выступает в зоне сварки Из зажима 4 на установочную длину Лт.. Как правило, /гс«;/;тр.
На начальном этапе процесса сварки буртик и выступающий из зажима конец трубки деформируется при.мерно оди наково. Однако при Приблнжеиии величины осадю /пс к //тр- -Ля и иревышеции ее характер деформировання деталей становится резко различным. Дефор гированне наружной поверхности трубк практпчески прекращается цз-за влияния , резко замедляется i: деформирование внутренней поверхност буртика из-за увел1Иче;Н 1я теплоотвода в тело заглушки. Линия стыка располагается по телу заглушки под углом к ocii деталей. Протяженность стыка Лш увеличивается и превышает толщину стенки трубки.
При сварке циркониевых трубок с толщиной стенки около 1 мм н диа;метр.ом 5-20 мм рекомендуются, Л/.1/: установоч ная длина трубкн /;тр 1,5±0,1. высота буртика заглушюи /;.,5±0,1, толщина тела заглушю ,5 ±0,1, величина осадки /ос 3,6±0,2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1611634A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ контактной стыковой сварки оплавлением | 2017 |
|
RU2644484C1 |
| Способ контактной стыковой сварки сопротивлением трубы с заглушкой | 1987 |
|
SU1596576A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
