1
Способ может быть использован при соору:-ксм1ии прострапствспиых копструкциГ типа структур с узла.мл, ир;: сверке элсктрозяклсихами через отверстие в верхнем листе, при пзготовлеппи закладных деталей для железобе:о 1НЫл конструкцги, при ианлавке поверхностей тел вращения и для устранения дефектов и отливках.
Известно, что при заварке цилнндрпческчх отверстии возникает иеобходнлгость в применемни специально техники сварки, закл10ча оlueiicH в электроду но траекторн. Реалпзац я подобно: техники сварки возможна при перемещенн Т г-лектрода по о ределенной траектори:: вр -чщю либо при использовании снециальиых .меха:П змов с заданной программо перемеще П я .лгкектрода. Последнее решение 13-за сложност 1 исполнительных механизмов ггочти не прнме яется.
В отдельных случаях при заварке узких i глубоких отверстп качеетве шое свариое соеднпение получают путем прн.менения плавящегося мундштука звездчатого еечеп я. Однако этот способ не обладает упивереальпостыо, которая достигается при сварке с перемещением электрода в плавильном пространстве по рлi:, и он а л ь но ii тр aie кто р и и.
Целью изобретения является качествя шва и упрощение техноло - и сварки за
oiCT получе1 я paBHONiep oro провара ио лавилы ого иространства ири .аварке, ,iep, отБерст Й, что дости -ается ipH 1сиользован электрода в виде с 1рали,
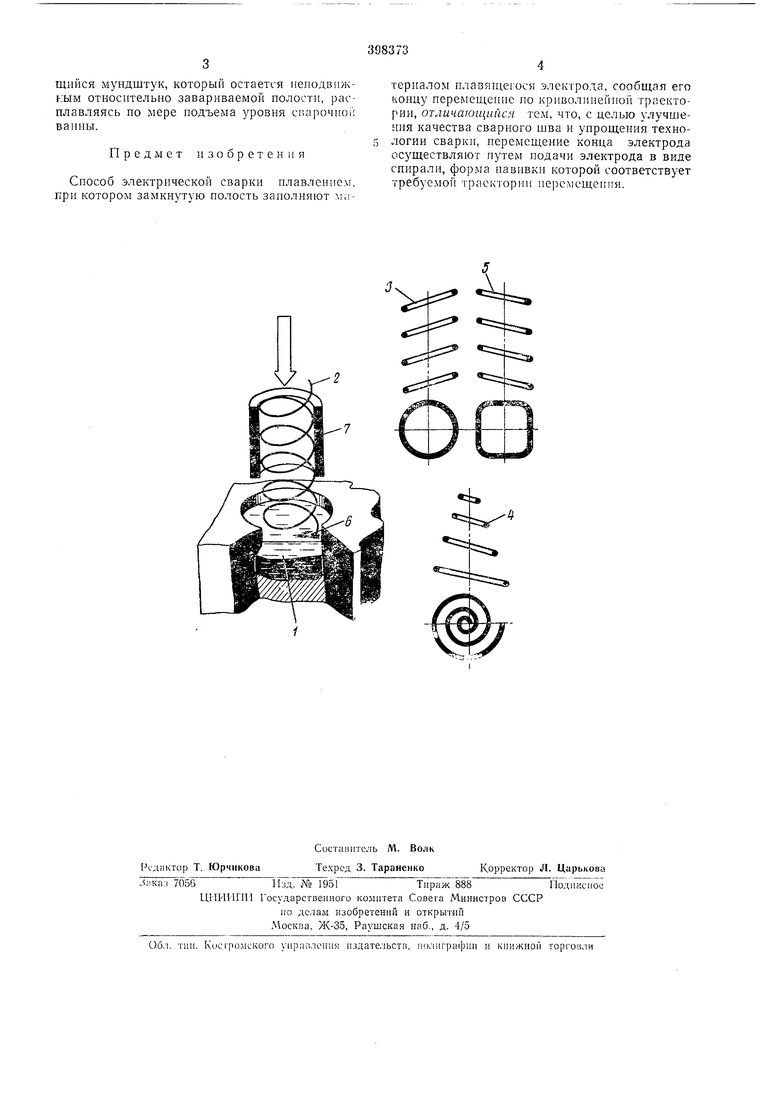
форма иавивк KOTOpoii соответствует требуемо трае ггори еремещепия. Сущность изобрете1 1я пояс яется чертежом. В сварочиу о ваииу / вдоль ос завар вае.;о нолост ИЛ паилавляе.0 детал подают
элсктрод 2, форму иа.ИВКИ, ianpllMep Ц1 ЛИНДр ЧеСКуЮ . /, 5, повторяющую рац 1ональ ую траекторию неремещеиия зоны процесса по сечен ио 1лав, пространства. По мере
плавле1 1я спирально -о электрода точка 6 его : стреч 1 с поверхностью свароч юй ванны, а tледоБатель 0, акт 1вная зона нроцесса перел ещп1отся но нлав1 лы;ого простра ства по траектор и, определяемо формой U сивки сниральпо электрода, что обеспеч аает paвнo epиь ировар СБар ваемых кромок.
Подвод тока к сн ральному электроду осуи ествляется через НОДВИЖНЕ ГЙ контакт 7. Ko iструктнвно подвижный контакт может быть 1-ыпол1 еп, шнример, в трубктт, обхватызающе спиральный электрод. При STOj чонтактпое устройство может быть выполнено как пенлавящийся мундштук, выдвигаемый из
плавиль 1ого пространства, как плавящиися мундштук, который остается иеподвижкым отиосптельно завариваемой полости, расплавляясь по мере подъема уровня сиарочноГ: ванны.
Предмет изобретения
Способ электрической сварки нлавлениелг, при котором замкнутую полость заполняют AI Iтериалом плавящегося электрода, сообщая его концу перемещение по криволинейной траектории, отличающийся тем, что, с целью улучи)ения качества сварного шва и упрощения технологии сварки, перемещение конца электрода осуществляют путем подачи электрода в виде спирали, форма навнвкн которой соответствует требуемой траектории перемещепия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Мундштук для автоматической сварки | 1982 |
|
SU1053994A1 |
| Устройство для дуговой сваркиплАВящиМСя элЕКТРОдОМ СКОлЕбАНияМи элЕКТРОдА | 1978 |
|
SU799927A1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1428545A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
