Предлагаемый способ предназначен для изготовления накатываниf:M в горячем согтоянми спиральных сверл 11|Др гих, главны.м образом, крупных цилиндр:ич;еск1их изцелий со спиральными или прямыми канавками.
Известны многочисленные способы накатььвания спиралыных и прямых никатОК, в том числе и в 1оряче1М состоянии, носредством njiaujej ; с профильными гребнями. Недостатком эт1их способов, особеино для изготовления крунных изделий, является сло иность изготовления плагнек с больншм чистом гребней и длинной заходной частью.
От.шчительная особенность предлагаемого способа состоит в том, 470 для возможности изготовления KipynHbix сверл без применения сложного инструмента накатывание производят посредством плоских плашек, снабженных подвижными в направлении, перпендикулярном к плоскости движения плап1ек, фасонными, расположенными нод соответствуюпшм углом гребням1И, которые постепенно выдвигают в процессе накатывания.
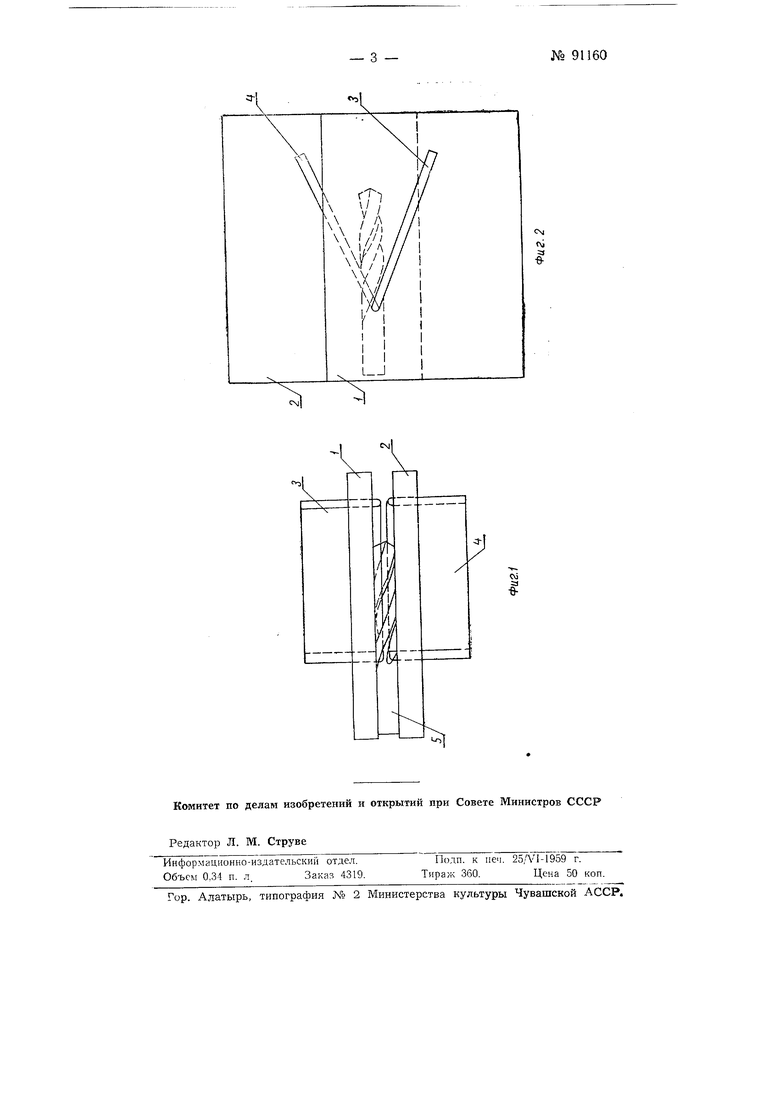
На фиг. 1 изображено устройство для накатки сверл, вид сбоку; на фи1. 2-то же, вид ср ерхуУстройство состоит из нижней и верхне н.ташек 7 л 2, соверн ающих возвратно-постунательное движение |и снабженных сквозными, расположенными под углом друг к другу пазами, в которых подвнжио смонтированы верхний и нижний фасонные гребни 3 ,л 4. Накатываемую цилиндрическую заготовку 5 номен ают в горячем состоянии между плоскими плапп«1ми, гребни которых отведены в крайнее заднее положение. Затем плашкам сообщают возвратно-поступательное движен;ие от ка1кого-л ибо привода и о:суп1еств.1яют посте 1енное одновремен1::ое выдвигание обоих фасонных гребней 3 и 4 с ног лошью ::акого%:и1бо
№ 91160- i механизма подачи, углубляя гребни з заготовку до получения требуемой глубины накатываемых канавок. ДЛЯ накатки прямы х канавок фасонifbie гребни помещают в пазах,, расположенных параллельно оси накатываемого изделия.
Предмет изобретения
Способ изготовления спиральных сверл и других цилин1дричеоких изделий со спиральными или прямыми канавками пажатыванием плоскими плашками в горячем состоянии, отличающийся тем, что для возможности изготовления крупных сверл без применения сложного инструм ента накатывание производят посре|Д1Ством плоских плашек, ст1абженных подвижными в направлении, пернендекулярном к плоскости движения плашек, фасо1гными, расиоложенными под соответствующим углом гребнями, которые постепенно выдвигают в процессе накатывания.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Инструмент для накатывания резьбы | 1987 |
|
SU1704894A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1996 |
|
RU2096121C1 |
| ПЛАШКА (ПЛОСКАЯ, ЦИЛИНДРИЧЕСКАЯ И ПР.) ДЛЯ НАКАТКИ РЕЗЬБЫ | 1935 |
|
SU48109A1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |