1
Изобретение относится к вакуумной обработке жидкого металла.
Известен снособ вакуумирования жидкого металла, включающий перелив его из промежуточной емкости в вакуумный ковш, при этом скорость истечения струи регулируется с помощью стопора.
Однако при регулировании скорости истечения метал.ча с помощью стопора при определенном уровне металла в промежуточной емкости наступает момент, когда атмосферное дав.ленне прсвьппает сопротив.чение столба металла в зоне сливного отверстия, вследствие чего об)азуется «воронка, через кото)ую воздух проникает в нижнюю емкость. Происходит срыв вакуума, и оставшийся в верхней емкости металл (примерно 7-11%) нереливаетея в нижнюю емкость и, смешиваясь с вакуумированным металлом, снижает степень дегазации всей массы металла, т. е. ухудшает его качество.
Кроме того, скорость истечения, регулируемая ciOHopoM, не зависит от стенени вакуу.ма в ковше. Поэтому при увеличении скорости истечения степень вакуумирования та же, и, следовательно, качество металла ухудшается.
Цель изобретения - улучшить качество металла за счет регулирования скорости истечения жидкого металла при переливе из промежуточной емкости в вакуумный ковш.
Это лТ,оетигается тем, что в ироцессе перелива перемещают рукав вакуумпровода относительно дна промежуточной емкости, создавая зазор между иим и дном промежуточной емкости, причем с увеличением зазора увеличивают степень разрежения, а при уменьшении - уменьшают.
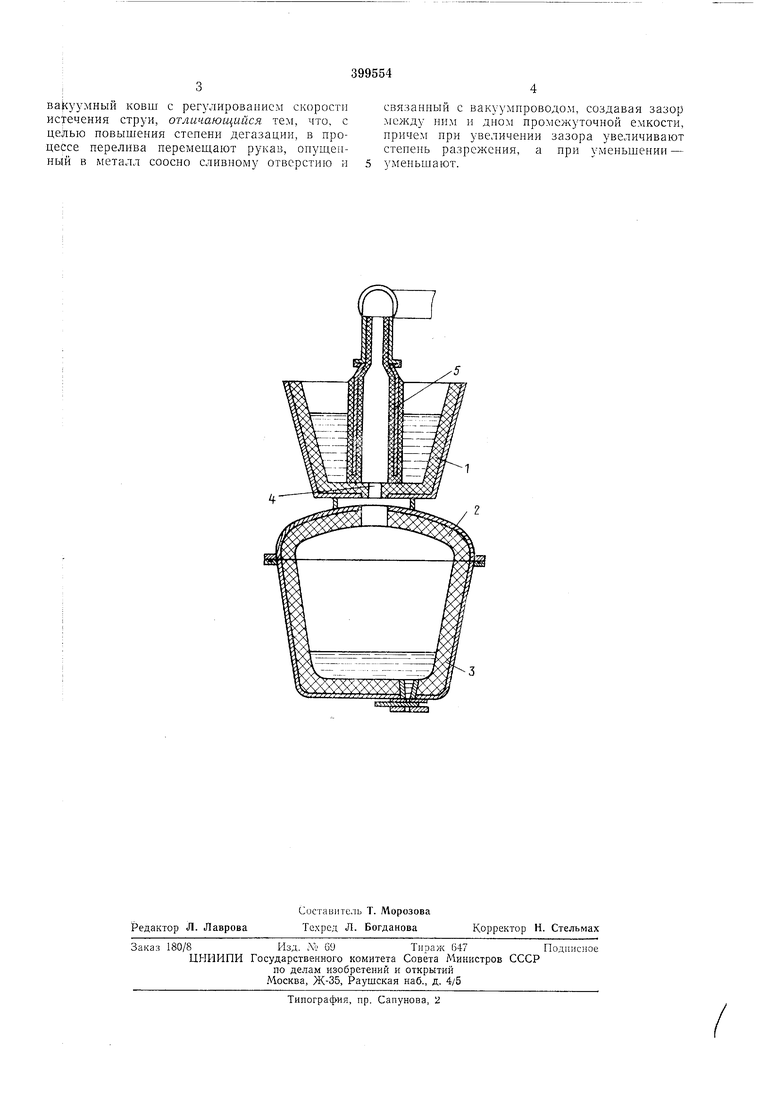
Па чертеже представлена схема для осуН1еетвлення нредлагаемого способа.
Жидкий металл заливают в промежуточную емкость 1, установленную на крышке 2 ковша 3 д;1я отвакуумированного металла. С оосно со сливным отверстием 4 установлен рукав 5 вакуумпровода, которьи служит стопором при наличии жидкого металла в промежуточной емкости, а жидкий металл выполняет роль уплотнителя. При подъеме рукава 5 жидкий металл начнет переливаться через сливное отверстие 4 промежуточной
емкостп 1 в KOBHJ 3.
В процессе истечения жидкий металл вакуумируется. Скорость истечения металла регулируют, иереметцая рукав о отиосительно дна промежуточпо емкости, причем при увелнчении зазора увеличивают спепень разрежения, а при уменьшении - уменьшают.
Предмет изобретения
Способ вакуумирования металла, включаюHuiii перелив его из промежуточной емкостн в
вакуумный ковш с регулированием скорости истечения струи, отличающийся тем, что, с целью повышения степени дегазации, в процессе перелива перемеш;ают рукав, опущенный в металл соосно сливиому отверстию и
связанный с вакуумпроводом, создавая зазор между ним и дном промежуточной емкости, причем при увеличении зазора увеличивают степень разрежения, а при уменьшении - уменьшают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления дегазацией жидкой стали | 1983 |
|
SU1122710A1 |
| Способ вакуумной обработки стали в струе | 1978 |
|
SU779410A1 |
| Устройство для вакуумирования жидких металлов | 1974 |
|
SU556184A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1991 |
|
RU2026135C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092276C1 |
| СПОСОБ ДЕГАЗАЦИИ СТАЛИ | 2009 |
|
RU2406768C1 |
| ВСЕСОЮЗНАЯ I PjiVri^TtMS •;',:•(;•'' ^'-'^^-IFirfl hAsi.rs ^ ;.;iJ-! ;./•,!:.:, п., .:;л:Л | 1973 |
|
SU373310A1 |
| Способ перелива жидкого металла | 1990 |
|
SU1772193A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |