1
Известшые устрО| 1ства для авто.мат)1ческого под.держа.ння у|рО|Вня металла в К1рнсталлизаторе машины непре1ры®нон .разливки стали содержат пpoпopциo:нaльiИO ДJIффelpeнциaлыный регулHTOip ) металла в кристаллизаторе и тянущую клеть с приводо м.
Рег лято,р уровня раопла1влен1ного металла включает источник гамма-излучения, выполнеиный дискретным из несколькн.х излучателей, равномерно размещенных но высоте кристаллнзатора, а для регистрации потока радиоактивного излучателя применены газоразрядные счетчнки.
Предлагаемое устройство позволяет улучщнть качество отливаемого металла и новысить производительность машины. Для этого в нем дополнительно ста1навлен переключатель режи.ма работы и выход рерулятО)ра ровня подключен че1рез этот переключатель к приводу клети.
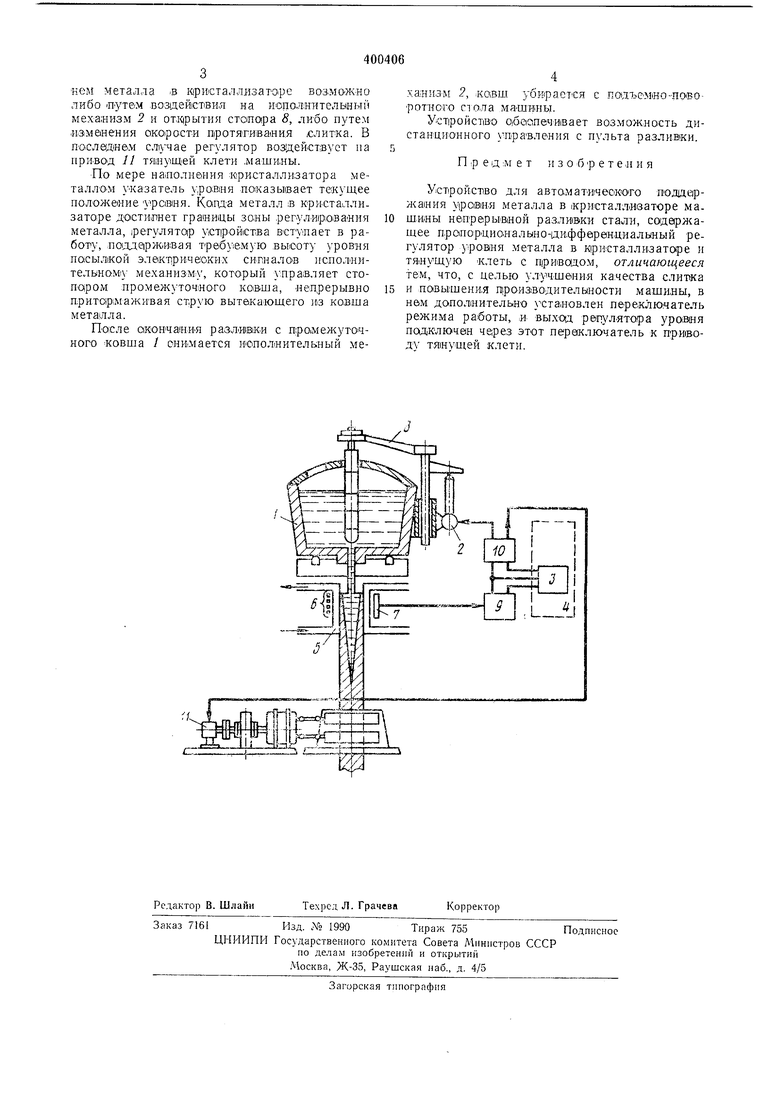
На чертеже изображена ст-руктурная схема уст роЙ1Ства.
Автаматическое ,репли|рован-ие паст нления металла в кристаллизатор происходит сле1дующи(м Образо-м.
Пдре,д иачалом разливки на установленный ПромеЖуточный ковщ / навешивается всполнительный меха.ни-з.м 2 и падается питание ycTipoflcTBiy. Па указателе 3 уровня, ра-сположепиом на пульте 4 управления задатчвком,
2
устаиавливается высота уровня металла в кристаллизаторе 5, которую необходимо автоматичеок поддерживать в процессе ;разл иваси.
В кристаллизатор встроен источни1К 6 гамма-излучения н блок 7 счетчи1ков.
Копда проме к -точный ковш наполнится металлом до желаемого уровня, oneipaTOp на пульте 4 нажимает кнон-ки для дистанционного открытия стопора 8 П1ро: 1ежуточного ковша и пе ре1ключает устройство на авто.матнческое управление.
ИсточниК 6 излучает поток у-ква нтов, который пронизывает стенки кристалл1гзатора 5 и облучает счетчики. При изменеи.ии положения уровня металла в кристаллизаторе изменяется расположенный над уровнем металла облучаемый объем счетчиков, что приводит к изменению колн чества и;мп:ульсов, вырабатываемых счетчиками при облучении Квантами. Таким образом, блок 7 счетчиков вырабатывает HOTOiK И.МПулЬСОВ, СООТВеТСТ1В}ЮЩ11Й
уровню металла в кристаллизаторе 5, который подается на преобразователь 9. Прео-бразователь вь рабатьгвает пропор:циональный уровню металла постоянный ток, подаваемый на электронный регулятор 10 и указатель 3 }-роаня.
В составе эле:ктронного регулятора W ИМеется переключатель режима работы. С помощью этого переключателя управление уровъ:ем металла -в 1 |ри1сталллзат01ре воз.мОЖ«о либо Пут&м воздействия на иопо.Л1Нителины11 механизм 2 и оифытия cronoipa 8, либо путем иаманения ciKOipocTH протягивания слигка. В посладнем случае регулятор возяействует па привод // тЯ1ну|Щей клети .машииы.
По мере на полнания геристаллизатора металлОМ указатель уровня показывает положение уровня. Капда металл в крнстаализато;ре дости1лнет границы зоиы .регули1р10|ВаНИя металла, 1регулято|р уст|роЙ1СТ ва вступает в работу, ,по1дде1рж1ивая требу1е.мую высоту уровня посылкой элакцричбоких сигналов исполнительному механизму, который лправляет стоnqpoM промежуточного ковша, непрерывно П:рито1р1маживая струю вытекающего на ковша металла.
По;сле окончания разливки с п ромежуточного ковша / снимается исполнительный механизм 2, ковш убирается с падъемио-по воротното стола мяШвны.
Устройство 0 бе апечивает возможность дистанциониого управления с пульта разливки.
Пред ;м е т и з о б р е т е н и я
Устройство для автаматичеокого поддаржа1ния уровня металла в жристаллйзаторе ма.
шины непрерывной разливки ста«ти, со/двржащее пропорцноналыно-ди;ффврвндиалыный регулятор уров1ня металла в кристаллизато1ре и тянущую «леть с приводом, отличающееся тем, что, с целью улучшения качества слирка
и повышенил производителыности машины, в нем дополнительно становлен переключатель режима работы, и выход рел лятора уровня подключен че;рез этот переключатель к приводу тянущей клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Способ автоматического регулирования уровня металла в промежуточном ковше машины непрерывного литья заготовки и устройство для осуществления | 1987 |
|
SU1433634A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Устройство для автоматического управления объемной подачей металла в кристаллизатор машины непрерывной разливки стали | 1962 |
|
SU486303A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU557868A1 |
