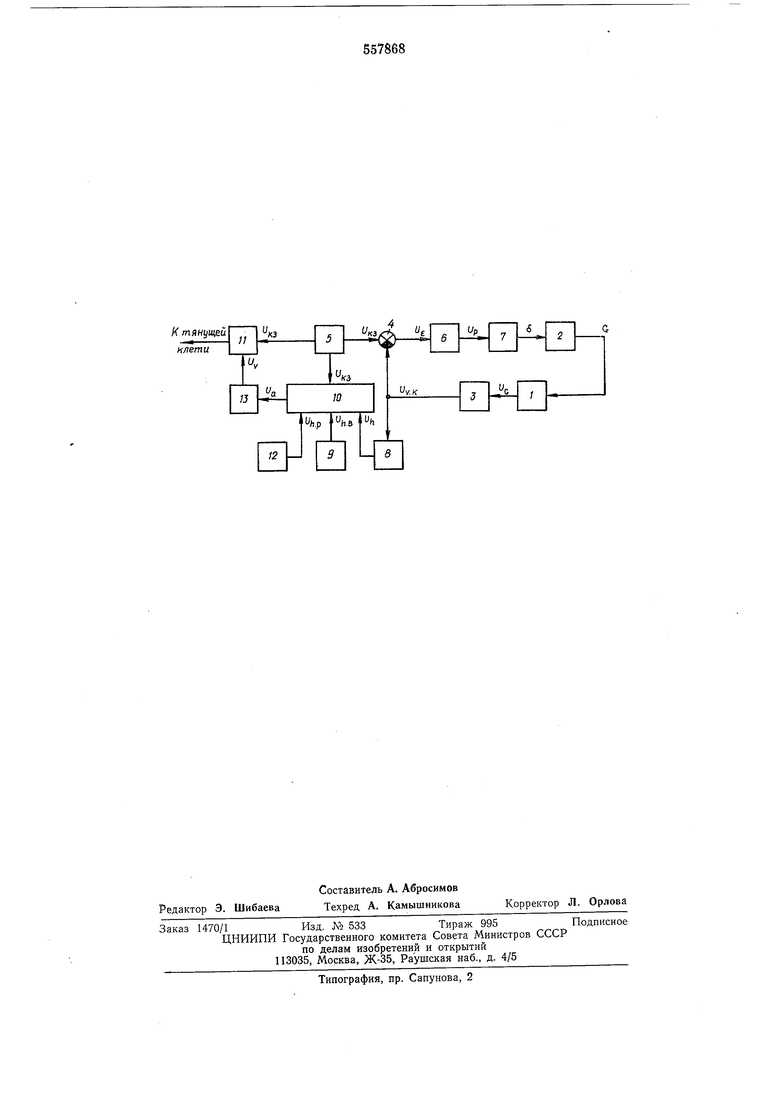
нию производительности машины (нри малой скорости вытягивания); Целью изобретения является повышение надежности работы машины и увеличение выхода годного металла. В соответствии с изобретением ноставленная цель достигается тем, что измеряют скорость подачи металла в кристаллизатор, сравнивают ее с заданной скоростью подачи металла и, в зависимости от полученного разбаланса, регулируют подачу металла в кристаллизатор. На чертеже представлена структурная схема осуш,ествления предлагаемого способа. В начале разливки датчиком 1 измеряют расход (G) жидкого металла из ковша 2. Получаемый от датчика 1 сигнал (Us) преобразовывают в преобразователе 3 в сигнал, пропорциональный скорости наполнения кристаллизатора (Uv., где Ki - коэффициент пропорциональности, зависящий от сечения кристаллизатора), который подают на сумматор 4, где он вычитается из сигнала задания (Uv.s), поступающего с задатчика 5. Полученный с сумматора 4 сигнал рассогласовавия (Ui ) поступает на регулятор 5, который формирует команду (Up) на исполнительный механизм 7, перемещающий на величину 6 регулирующий орган (на схеме не показан) расхода металла из ковша 2 в сторону уменьшения рассогласования между заданной и измеренной скоростью наполнения кристаллизатора. Таким образом поддерживают заданную скорость наполнения кристаллизатора металлом. Измеряемый сигнал скорости наполнения кристаллизатора металлом (Uv.K.) в интеграторе 8 непрерывно интегрируют и получают сигнал, пропорциональный текущему значению уровня металла в кристаллизаторе t Uh ..dt, о где Кг - коэффициент пропорциональности; t - время. Этот сигнал совместно с сигналом с задатчика 9 заданного уровня (Uh-s), при котором должен включаться привод тянущей клети, подают в вычислительное устройство 10. При равенстве сигналов заданного (Uh.s) и тянущего (Uh) уровней металла в кристаллизаторе с вычислительного устройства 10 подается команда на включение двигателей И тянущей клети. Необходимое ускорение двигателей 11 определяется в тянущей клети а вычислительном устройстве 10 по сигналам, пропорциональным заданной скорости вытягивания слитка (Uy.a - от задатчика 5), рабочего (Uh.p-от задатчика 12) и зданного (Uh.a- от задатчика 9) уровня металла в кристаллизаторе. Полученный сигнал величины ускорения (Ua) вводится в задатчик 13 темпа разгона двигателей 11 тянущей клети, конечная заданная скорость которых задается задатчиком 5 скорости вытягивания слитка. Способ автоматического управления пусковым режимом МНЛЗ по сравнению с известным дает возможность иметь непрерывную информацию о скорости подачи металла в кристаллизатор и поддерживать ее на заданном значении, устанавливать заданную конечную скорость вытягивания слитка. Это обеспечивает повышение надежности работы машины и увеличение выхода годного металла. Формула изобретения Способ автоматического управления пусковым режимом мащины непрерывного литья заготовок путем измерения скорости подачи металла в кристаллизатор, включения при достижении заданного уровня металла привода тянущей клети и разгона их до заданной скорости с заданным ускорением, отличающийся тем, что, с целью повышения наделсности работы мащины и увеличения выхода годного, сравнивают измеренную скорость подачи металла в кристаллизатор с заданной скоростью и, в зависимости от полученного разбаланса, регулируют подачу металла в кристаллизатор, определяют текущее значение уровня металла в кристаллизаторе по формуле: h K , ( де К - коэффициент пропорциональности; VM - скорость подачи металла в кристаллизаторостоянно сравнивают его с заданным значеием, при достижении которого включают вигатели тянущей клети, а необходимое усорение последних определяют по формуле: де УЗ - заданная скорость вытягивания слитка;hp, Ьз - соответственно, рабочий и заданный уровень металла в кристаллизаторе. Источники информации, принятые во вниание при экспертизе 1. Авторское свидетельство № 209667, кл. 22D 11/16, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Способ автоматического управления процессом непрерывной разливки металла | 1973 |
|
SU620331A1 |
| Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков | 1985 |
|
SU1278106A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |