1
Изоб ретение относится к области станкостроения.
Известны копировальные суппорты, позволяющие производить обточку деталей несколькими резцами, регулируемыми жесткими упорами при помощи коткроъалыюто устройства. Недостатком их является низкая точность обработки и -сл-ожность регулпровки при износе отдельных резцов.
Предлагаемый копировальный суппорт позволяет повысить точность обработки одного цилиндрического участка сложного профиля за один проход.
С этой целью суппорт снабжен отдельным рез-цом, регулируемым жестким упором с мехаиизмом его настройки.
Предлагаемый копировальный суппорт схематически нзо:бражеп на че1ртеже.
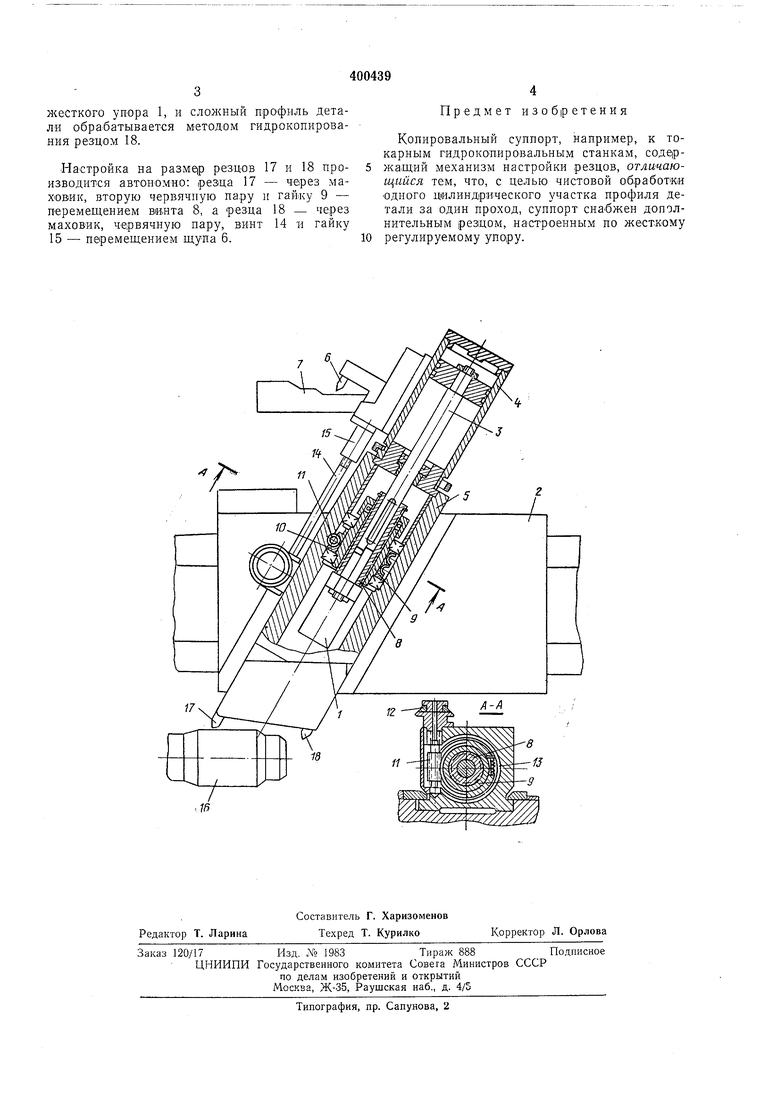
Кронштейн 1, жестко закрепленный на каретке 2, является ж-естким упором, в котором расположен неподвижный шток 3 гидроцилиндра 4. Гидроцилиндр, жестко связанный с салазками 5, имеет возможность перемещения с последними относительно штока 3. На корпусе гидроцилиндра 4 смонтирован следящий золотнИК и связанный с ним щуп 6. Копир 7 жестко закреплен на станине.
Внутри оалазок 5 на штоке 3 монтируются винт 8 и гайка 9. На гайке 9 жестко посажена
ISSuiijai -
одна половина червячного колеса 10, а. вторая половина сидит свободно. Червяк 11 и маховик с лимбом 12 установлены в корпусе салазок 5. Для выбора люфта в червячном зацеплении свободно сидящая половина червячного колеса натягивается пруншной 13. Че рвячная пара служит для точной настройки винта 8.
Для настройки щупа гидрокопировальной системы имеется идентичная система червячной настройки, впнт 14 и гайка 15, жестко заК|репленная в корпусе щупа. Деталь 16 обрабатывается резцами 17 и 18.
Обрабатываемая деталь 16 зажпмается в патроне станка. Каретка 2 от гадроцилиндра или от другого привода перемещается -вдоль оси щпипделя. В определенный момент по команде от конечного выключателя салазки 5 от воздействия гидроцилиндра 4 опускаются до соприкосновения винта 8 с жестким упором 1, и резцом 17 производится обработка точной .цилиндрической поверхности изделия. Щуп в это время не касается копира.
По окончании обработки цилиндрической поверхности щуп 6, перемещающийся вместе с кареткой 2, встречает выступающую поверхность копира 7, и в работу Включается копировальная система. Салазкп 5 отхюдят от
3
жесткого упора 1, и сложный профиль детали обра батывается методом гидрокопирования резцом 18.
Настройка на разме|р резцов 17 и 18 производится автономно: резца 17 - через маховик, вторую червячную пару и гайку 9 - перемещением ви.нта 8, а резца 18 - через маховнк, чeipвячнyю нару, винт 14 и гайку 15 - перемещением щупа 6.
Предмет изобретения
Копировальный суппорт, например, к токарным гидрокопировальным станкам, соде|ржащий механизм настройки резцов, отличающийся тем, что, с целью чистовой обработки одного цилиндрического участка профиля детали за один проход, суппорт снабжен дополнительным |рез1цом, настроенным по жесткому регулируемому упору.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| ГИДРОКОПИРОВАЛЬНЬ[Й СУППОРТ | 1969 |
|
SU241198A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Резцедержавка гидрокопировального станка | 1983 |
|
SU1151424A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
