1
Изобретение относится к области машиностроения и может быть использовано для окончательной обработки отверстий хонингованием.
Известен станок с дозированной подачей брусков с быстрым разжимом брусков до встречи с обрабатываемой поверхностью. Этот станок содержит цилиндр быстрой подачи брусков, связанный с разжимным штоком через рейку с шестерней, подпружиненную собачку подвода и храповое колесо. После встречи брусков с деталью собачка прошелкивает по храповому колесу до тех пор, пока цилиндр не дойдет до упора. Этот станок снабжен также цилиндром рабочей подачи, передающей поступательное движение на разжимный шток. На станке имеется собачка отвода, выходяш;ая из зацепления с храповым колесом в конце хода разжима брусков.
Цель изобретения - создание станка с дозированной подачей, в котором возможен быстрый разжим брусков как до встречи с обрабатываемой поверхностью, так и до ранее заданного размера. Разжим брусков до определенного размера необходим при хонинговании тонкостенных деталей.
Это достигается тем, что станок снабжен установленным свободно на оси с возможностью его фиксации подпружиненным флажком, взаимодействуюш,им с копиром и выводяш,им собачку отвода из зацепления.
Станок может быть как одношпиндельным, так и многошпиндельным.
Ииже дано описание многошпиндельного хонинговального станка с дозированной подачей.
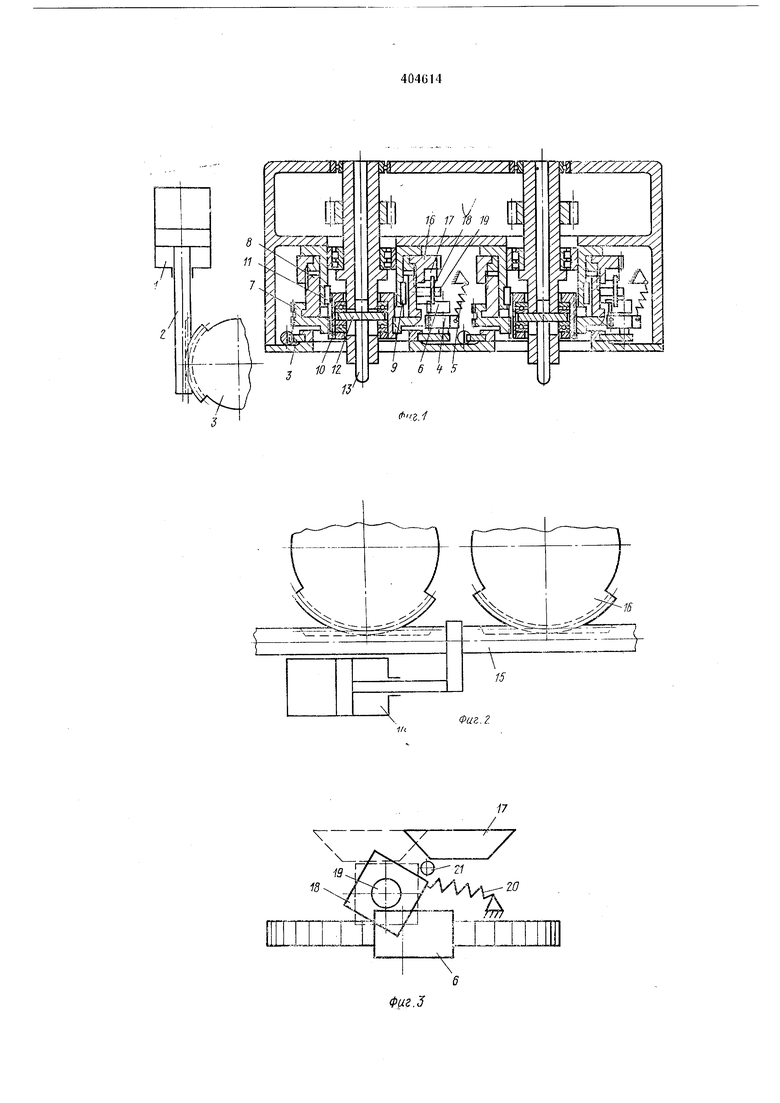
На фиг. 1 показан механизм разжима станка с цилиндром быстрого подвода, обш,ий вид;
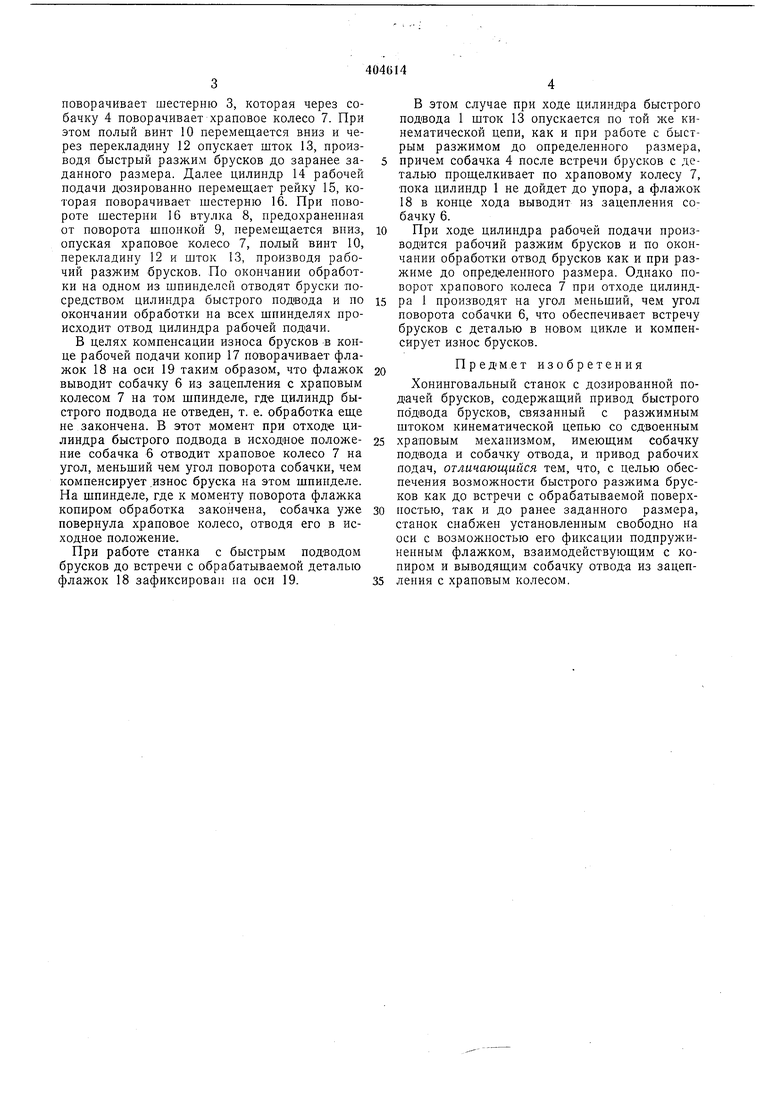
на фиг. 2 - цилиндр рабочей подачи; на фиг. 3 - флажок.
Станок содержит цилиндр 1 быстрого подвода, рейку 2, шестерню 3, на которой установлена собачка 4 подвода с пружиной 5,
собачку 6 отвода, храповое колесо 7, опираюш,ееся на подвижную втулку 8 с направляюш,ей шпонкой 9. На внутренней резьбе храпового колеса расположен полый винт 10, предохраняемый от поворота шпонкой И.
Станок содержит также перекладину 12 с закрепленным в ней штоком 13, цилиндр 14 рабочей подачи, рейку 15, шестерню 16, копир 17, флажок 18, установленный на оси 19 и снабженный пружиной 20, и фиксатор 21.
При работе станка с быстрым разжимом до
заранее заданного размера флажок 18 расфиксирован и отведен пружиной 20. В этом
случае станок работает следующим образом.
Цилиндр быстрого подвода 1 под действием
гидравлического давления с помощью рейки 2
поворачивает шестерню 3, которая через собачку 4 поворачивает храповое колесо 7. При этом полый винт 10 перемещается вниз и через перекладину 12 опускает шток 13, производя быстрый разжим брусков до заранее заданного размера. Далее цилиндр 14 рабочей подачи дозированно перемещает рейку 15, которая поворачивает шестерню 16. При повороте шестерни 16 втулка 8, предохраненная от поворота шпонкой 9, перемещается вниз, опуская храповое колесо 7, полый винт 10, перекладину 12 и шток 13, производя рабочий разжим брусков. По окончании обработки на одном из шпинделей отводят бруски посредством цилиндра быстрого подвода и по окончании обработки на всех шпинделях происходит отвод цилиндра рабочей подачи.
В целях компенсации износа брусков в конце рабочей подачи копир 17 поворачивает флажок 18 на оси 19 таким образом, что флажок выводит собачку 6 из зацепления с храповым колесом 7 на том шпинделе, где цилиндр быстрого подвода не отведен, т. е. обработка еще не закончена. В этот момент при отходе цилиндра быстрого подвода в исходное положепне собачка 6 отводит храповое колесо 7 на угол, меньший чем угол поворота собачки, чем компенсирует ,износ бруска на этом шпинделе. Па шпинделе, где к моменту поворота флажка копиром обработка закончена, собачка уже повернула храповое колесо, отводя его в исходное положение.
При работе станка с быстрым подводом брусков до встречи с обрабатываемой деталью флажок 18 зафиксирован па оси 19.
В этом случае при ходе цилиндра быстрого подвода 1 шток 13 опускается по той же кинематической цепи, как и при работе с быстрым разжимом до определенного размера, причем собачка 4 после встречи брусков с деталью прощелкивает по храповому колесу 7, пока цилиндр 1 не дойдет до упора, а флажок 18 в конце хода выводит из зацепления собачку 6.
При ходе цилиндра рабочей подачи производится рабочий разжим брусков и по окончании обработки отвод брусков как и при разжиме до определенного размера. Однако поворот храпового колеса 7 при отходе цилиндра 1 производят на угол меньший, чем угол поворота собачки 6, что обеспечивает встречу брусков с деталью в новом цикле и компенсирует износ брусков.
Предм.ет изобретения
Хонинговальный станок с дозированной подачей брусков, содержащий привод быстрого пбдвода брусков, связанный с разжимным штоком кинематической цепью со сдвоенным храповым механизмом, имеющим собачку подвода и собачку отвода, и привод рабочих подач, отличающийся тем, что, с целью обеспечения возможности быстрого разжима брусков как до встречи с обрабатываемой поверхностью, так и до ранее заданного размера, станок снабжен установленным свободно на оси с возможностью его фиксации подпружиненным флажком, взаимодействующим с копиром и выводящим собачку отвода из зацепления с храповым колесом.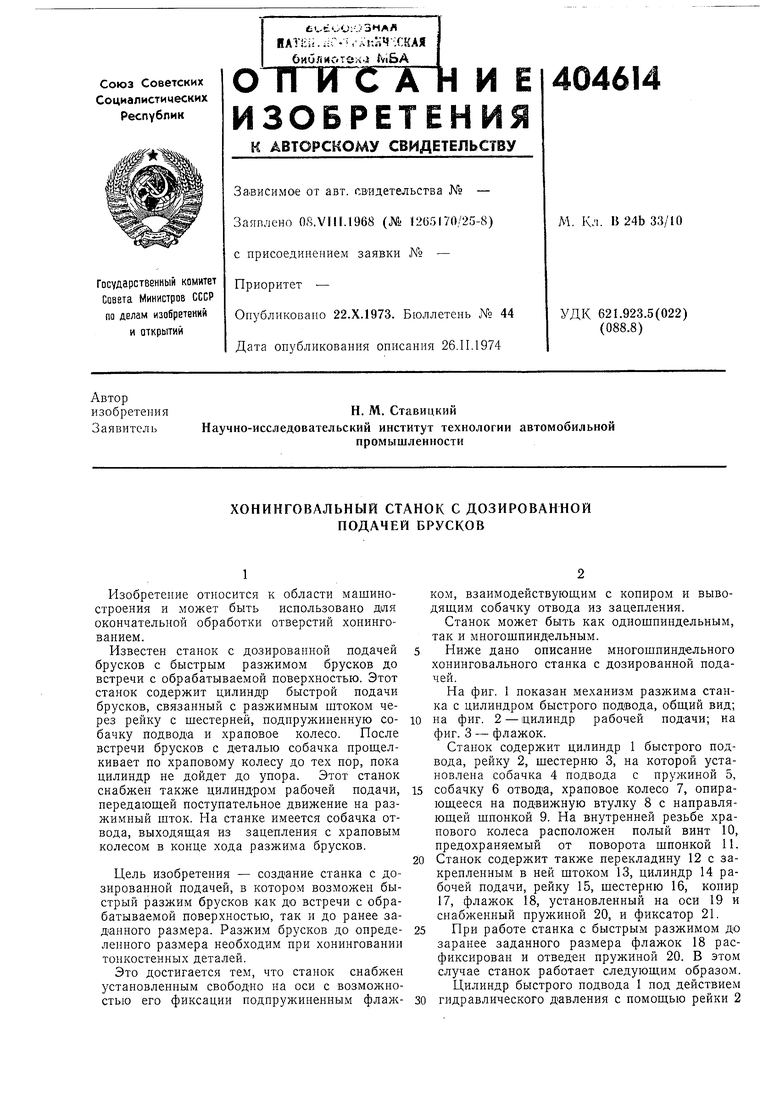
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок | 1975 |
|
SU583914A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| УСТРОЙСТВО ДЛЯ ИЗЛ\ЕРЕНИЯ ОСЕВЫХ УСИЛИЙ | 1969 |
|
SU238835A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Устройство для автоматического управления циклом ступенчатого резания стержневым инструментом | 1980 |
|
SU965625A2 |
| СТАНОК ДЛЯ ЗАТОЧКИ РЕЗЦОВ | 1964 |
|
SU167149A1 |