При выработке консервной банки машинным способом технологический процесс стекла разделяется в основном на две стадии: получение черновой пульки путем прессования и раздувание пульки до размеров изделия.
Перед прессовкой определенная по величине капля стекла отделяется аппаратом, называемым фидером, причем нарушается равномерность структуры стекла в капле. Вес, полученной фидерным путем капли, колеблется и зависит от многих причин.
При вакуумном способе получения на выдувательных стеклоделательных машинах баночной пульки отпадает применение фидера, и стекло поступает в форму непосредственно из общей расплавленной массы с равномерным температурным процессом путем всасывания.
При формовке пульки вакуумной машиной Оуэнса стержень всасывающей головки опускают на очень незначительную глубину в горловую форму и формуют в горле изделия небольшое углубление, через которое поступивший воздух раздувает предварительный канал, что дает возможность вырабатывать посуду с диаметром горла не свыше 70 мм по усложненному технологическому процессу, в свою очередь усложняющему механизм машины.
При предлагаемом способе стержень всасывающей головки опускают в черновую форму настолько, что конец его не доходит до дна формы на толщину стенки пульки, чем достигается образование равномерной толщины стенок пульки и устраняется операция раздувания ее.
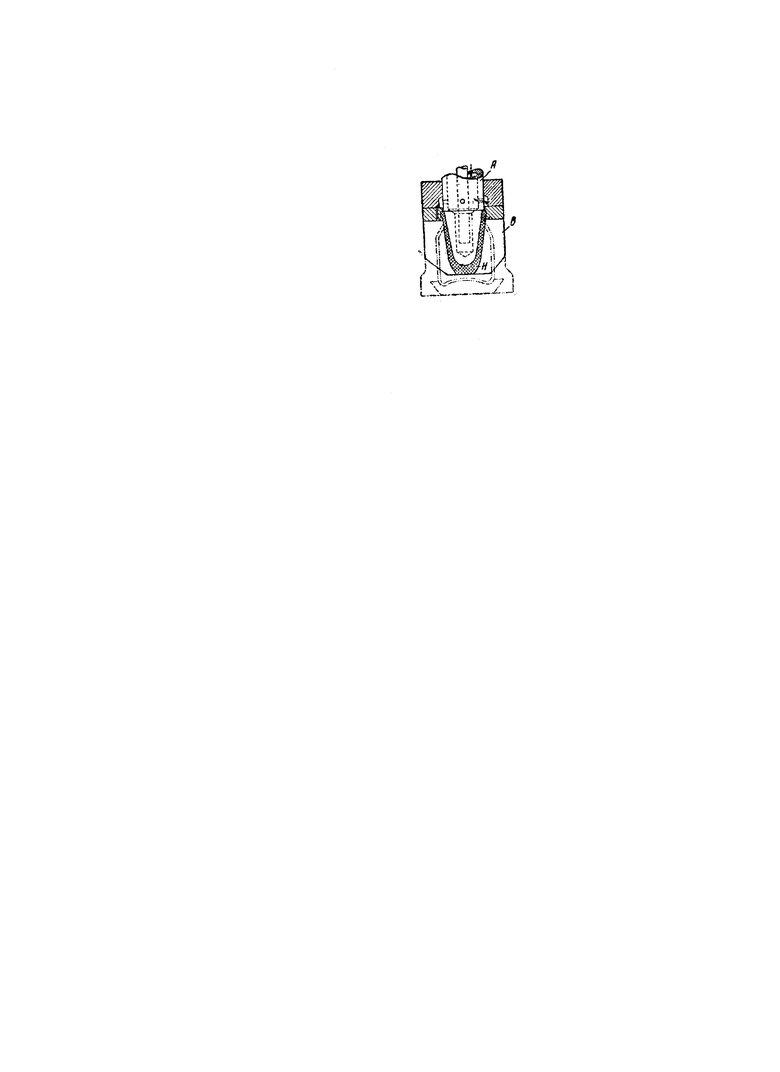
На чертеже изображено осуществление способа получения на выдувательных стеклоделательных машинах баночной пульки при помощи всасывания.
Для получения пульки при помощи всасывания стержень А всасывающей головки опущен на большую глубину в черновую форму В и низ его находится от донной части пульки на высоте, соответствующей толщине стенки пульки.
Засосом через каналы стекло сразу, без дополнительного продувания, образует предварительную пульку Н с весьма равномерной толщиной стенок и требуемым распределением массы стекла, без дальнейшего поддувания, что обычно производится на машинах Оуэнса.
Как видно из вышеизложенного, в предлагаемом способе отпадает одна стадия процесса - раздувание пульки. Это упрощает механическую и технологическую часть машины и дает возможность значительно упростить весь технологический процесс в выработке консервной банки.
Ныне применяемая прессовка пульки ведет к сооружению машин, работающих пневматически с большим расходом воздуха и в результате дающих недостаточно высокое качество продукции.
В вакуумном методе стоимость эксплоатации машины для выработки консервных банок снижается за счет удаления из установки синхронизатора, фидера и ножниц. Кроме того, при предлагаемом способе имеется возможность получения банок с диаметром горла до 150 мм, каковой размер необходим для консервной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумно-выдувная машина для стеклянной тары | 1954 |
|
SU107591A1 |
| Машина для выработки стекольных изделий с использованием круглого стола | 1934 |
|
SU49084A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1940 |
|
SU61327A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
| СТЕКЛЯННЫЙ ФЛАКОН | 1992 |
|
RU2036857C1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| СТЕКЛЯННЫЙ ФЛАКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2047574C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
Способ получения на выдувательных стеклоделательных машинах баночной пульки при помощи всасывания, отличающийся тем, что, с целью устранения операции раздувания пульки и образования стенок равномерной толщины, стержень всасывающей головки опускают в черновую форму настолько, чтобы конец его не доходил до донной части формы на толщину стенки пульки.
