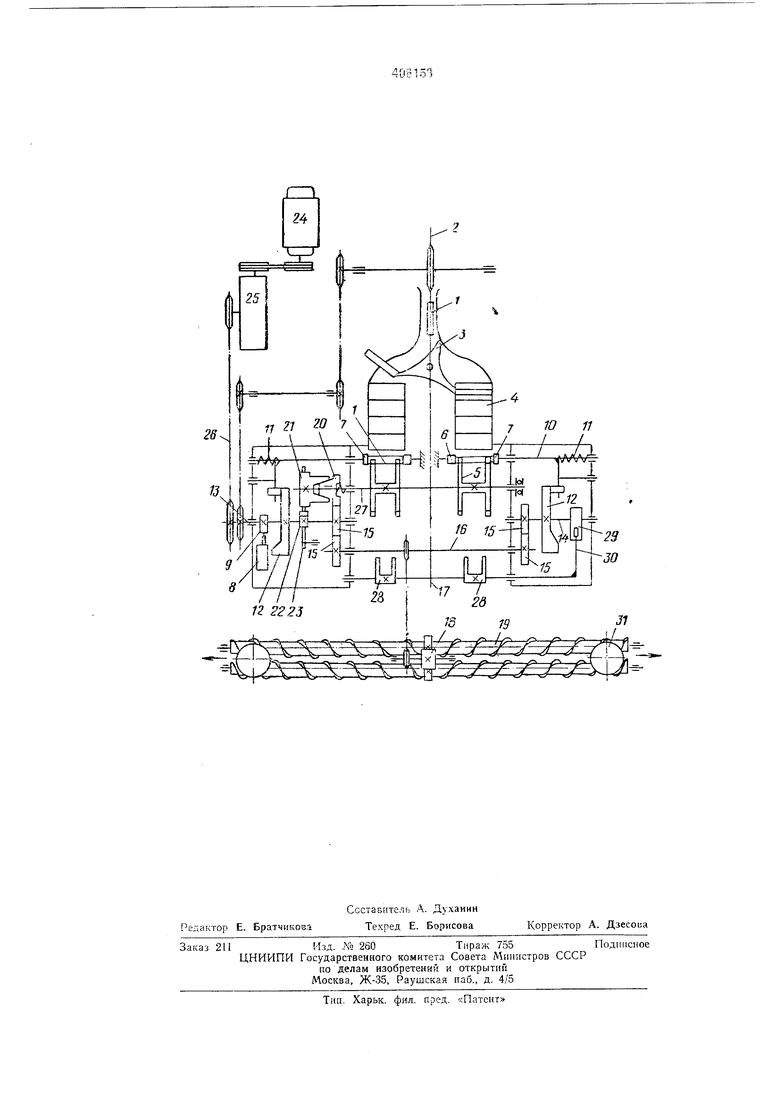
Изобретение относится к средствам автоматического перазруш аюшего контроля ферро;мапн;итиых деталей с последующей сортировкой «х по .реэультатал контроля. Известен автоматический агрегат для контроля и сортировки деталей, имеющих форму тел Вращения с буртом или канавкой, содержащий загрузочное устройство, намагничивающее устройство, устройство для смачивания деталей магнитной суспензией, 1механизм передачи деталей и транспортирующее устройство. производительность такого агрегата недостаточна, так как транспортирующее устройство выполнено в виде тележки, пере1мещае.мой на некоторых этапах контроля вручную, а -механизм передачи деталей - в виде барабана с лазом, который ие обеспечивает стабильность магнитного слоя, нанесенного на -поверхность контролируемой детали. -Целью изобретения является повышенне Т1роизводительности. Для этого транспортирующее устройство предлагаемого агрегата выполнено в Еиде двух параллельно расположенных с равны.м щагом щнеков, вращающихся в одну сторону с одинаковым числом оборотов, а:мбханизм передачи деталей - в виде периодически вращающихся дисков с гнездами «а .периферии и качающейся -вилки, предназначенной для перемещения деталей с диска На . На чертеже представлена кинематическая с.е..м-а агрегата. На схеме изображены: контролируемые детали /, цепной транспортер 2, качающийся делитель 3, лоток 4, диск 5 с тюд деталь /, неподвижные и подвижные контакты 6 и 7, концевой выключатель 8, кулачок 9, шток 10 .подвижного контакта 7, пружина I, кулачок 12, установленный на раснределительнол валу ТЗ и соосный ему вал 14. Оба вала J3 н 14 связаны шестернями 15 и со вспомогательным валом 16 через цепную передачу 17 н .шестерню 18, щнеки 19, фрикционная муфта 20, хра.иовн.к 21, кулачок 22 и фиксатор 23, электродвигатель 24, редуктор 25, цепная передача 26, диски 5, насаженные на обнщй валнк 27, вилка 28, кулачок 29, рычаг 30, устройство 31 для клей.меания деталей. Агрегат работает следующим образом. Детали ), движущиеся .но цепно.му транспортеру 2, через качающийся делитель 3 подаются поочередно, то в правый, то в левый змеевидный лоток 4, -а -оттуда на диск 5 с лазами под деталь. Диск выполняется из токоненроводящего материала, например текстолита. Контролируемые детали зажимаются между неподвижными .контактами 6 и но.движ«ы.ми
коата.ктами 7. При подаче 1апряже 111:Я к контактам от концевого выключателя 8, управляемого кулачком 9, производится иродоль:ное намагничивание деталей. Штоа JO подв.ижного контакта 7 осуществляет рабочлй (ХОД (зажим детали) от пруж,ины 1}, а разжим-от кулачка 12, насаженного раснределительный вал 13, « соосно расноложе 1)гын с Н:им (на другой стороне) вал 14. Оба вала / :И 14 связаны между собой шестернямн /5 и всиамогательны.м валом 16, от которого -вращаются (через ;це,гшую иередачу 17 .н шестерню IS) шнеки 19 смотровой установки.
Диски 5 получают пер.нодмческое вращение через фрикционную .муфту 20, храповик 21, кулачок 22, фиксатор 23 от электродвигателя 24, редуктор 25 м передачу 26. Оба диска 5 расположены .на общем валике 27, на конце которого находится храновик 21, имеющий фрикционное оценле-ние с муфтой 20, вращающейся непрерывно. При помощн кулачка 22 я фиксатора 23, вынолненного в виде рычага с зубоМ .периодически поворачи.вается вал 27 с дисками 5. Причем при повороте на один .оборот расцредеЛИтельного вала ;И ягасалсенного )а -него кулачка 22 xpanoniiK поворачивается на определенный угол.
Диск имеет пять и .ооот1ветствен но поворачивается на .-, оборота. В момент, когда проис.ходит иа,матнич«вание деталей, итоследНие поливаются магнитной сусиенз.ией. Полив прО(нзво.дится агенрерЫБНО от цеитрал.изованиой системы (на чертеже не .иоказана), обеапечивающей .несколько атрегатав. В систему ВХодит резервуар с суспензией, насос ii систе.ма .нодающих и сборных трубопроводов. Под дйска ми имеется корыто с отводящей воронкой.
После намагничивання детали коицевой .выключатель 8 разрывает день и прекращается подача электрического тока к детали, кулачком 12 отвод.цтся подвижный контакт 7 i детали 1, находящиеся в лазах диска 5, разики маются. Диск 5 поворачивается и передает на.магниченную .и облитую магнитной суспенэией деталь на вилку 28, которая в свою очередь от кулачка 29 посредством рычага 30 передает деталь ца вращающиеся шнеки смотровой установки. Одновременно (при повороте .диска) на рабочую поз1Щ.ию иодводится .новая деталь, .и цикл повторяется.
Контролер нросматривает детали, неремещающиеся .и одновременно вращающиеся на шнеках смотровой установки. Бра кован): ые или сОМнительные детали ко-итролер снимает со шнеков, а годные ир01ходят на .нозищпо 1клеймения 31, где в авто.мат ческом цикле й лей-м тся и сбрасываются в лоток, а оттуда на коивей.ер.
В .качестве стройства для клейэден.ия 31 могут использоваться различные механизмы, например электромагнитный клей.митель, накатное устройство и др.
Привод клеймителя .взаимодействует от .контактного элемента нрн достижении детали до упора с.№тровой установки.
С клеймителем блокирован сбрасыватель деталей.
Для лучшего обзора над смотровой становкой установлены электричсюие ла;миы. Агрегат оборудован нрибора.м.и для контроля силы тока и сигнальными лампами.
П р е ,д м е т и з о б р е т е ; и я
Автоматизированный агрегат .для ко1нтроля и со.ртировки деталей, имеюнхих форму тел вращения с бурто.м или каиавкой, содержащий загрузочное устройство, иа.маг)1ичнва ощее устройство, устройство для с.мач.ивання
деталей .магнитной сусиензией, .механизм нередачн деталей и транспортирующее устройство, отличающийся тем, что, с целью повышения .про-из водитель гости, транспортирующее устройство выпол-нено в виде двух .нараллель«о расположенных с равным шагом 1н.неков, вращающихся з одну сторону с одина1ковым ЧИСЛОМ оборотов, а .механиз м передачи деталей вьшолиен В виде .периодически .вращающихся д.исков с тнездаМгИ на нер.иферни ,и
качающейся вилки, предназиаченйой для перемещения деталей с диска на шнек.
да ТдарН to
-LI
У J: / 4
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Механизм шагового перемещения | 1983 |
|
SU1084197A1 |
| Головка для автоматического нарезания резьбы | 1985 |
|
SU1266683A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ТОРЦОВ, КЛЕЙМЕНИЯ И ОТСЧЕТА ДЕТАЛЕЙ ТИПА Н.АДФИЛЕЙ | 1971 |
|
SU295652A1 |
| ФРИКЦИОННО-ПЛАНЕТАРНЫЙ МЕХАНИЗМ С КОСОЙ ШАЙБОЙ И БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА НА ЕГО ОСНОВЕ | 2000 |
|
RU2179671C1 |
| Установка для контроля методом магнитной дефектоскопии деталей,имеющих форму тел вращения | 1978 |
|
SU903754A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| УСТРОЙСТВО для ЗАРЯЖАНИЯ ШПУРОВ РОССЫПНЫМИ ВЗРЫВЧАТЫМИ ВЕЩЕСТВАЛ\И | 1966 |
|
SU188431A1 |
| Автомат для контроля и сортировки деталей по длине | 1973 |
|
SU469503A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |