1
Изобретение относится к области сварки, в частности, к способам устранения деформаций и напряжений, преимущественно круговых сварных соединений в листовых и оболочковых металлических конструкциях.
Известен способ устранения деформаций и напряжений путем осадки с помощью рабочего инструмента (например, ролика) усиления шва стыковых сварных соединений, металл которых предварительно подогрет в диапазоне температур от комнатной до температур, соответствующих нулевому значеНИЮ предела текучести материала.
Использование известного способа позволяет существенно улучшить свойства сварных стыковых соединений сплава АМГ бМ, наблюдается повышение однородности механических свойств сварного соединения, что приводит к повышению надежности работы конструкции в условиях двухосного растяжения.
Кроме того, пластическое деформирование зоны кругового сварного соединения в радиальном направлении путем осадки под прессом позволяет устранить остаточные сварочные деформации и значительно снизить остаточные напряжения.
Предлагаемый способ устранения деформаций и напряжений преимущественно круговых сварных соединений в листовых и оболочковых конструкциях отличается от известных
тем, что инструмент, с помощью которого производится осадка усиления шва, предварительно подогревают до температуры, превышающей температуру, соответствующую нулевому значению предела текучести металла сварного соединения, а осадку производят в несколько стадий, причем температуру каждой стадии регулируют в зависимости от времени контакта нагретого инструмента и ме0 талла шва.
Осадка может быть выполнена, например, в две стадии, причем вторую, завершающую стадию выполняют при достижении материалом шва температуры нагретого инструмента.
.-) Начальную стадию осадки сопровождают, как правило, меньшей степенью обжатия, чем завершающую.
В качестве рабочего инструмента может быть применен пуансон.
0 Предлагаемый способ позволяет совместить операцию нагрева и деформирования, а за счет снижения давления при осадке расширить диапазон диаметров обрабатываемых соединений, который при деформировании в холодном состоянии ограничен (практически диаметрами порядка 120-150 мм при толщине основного металла до 10 AIM).
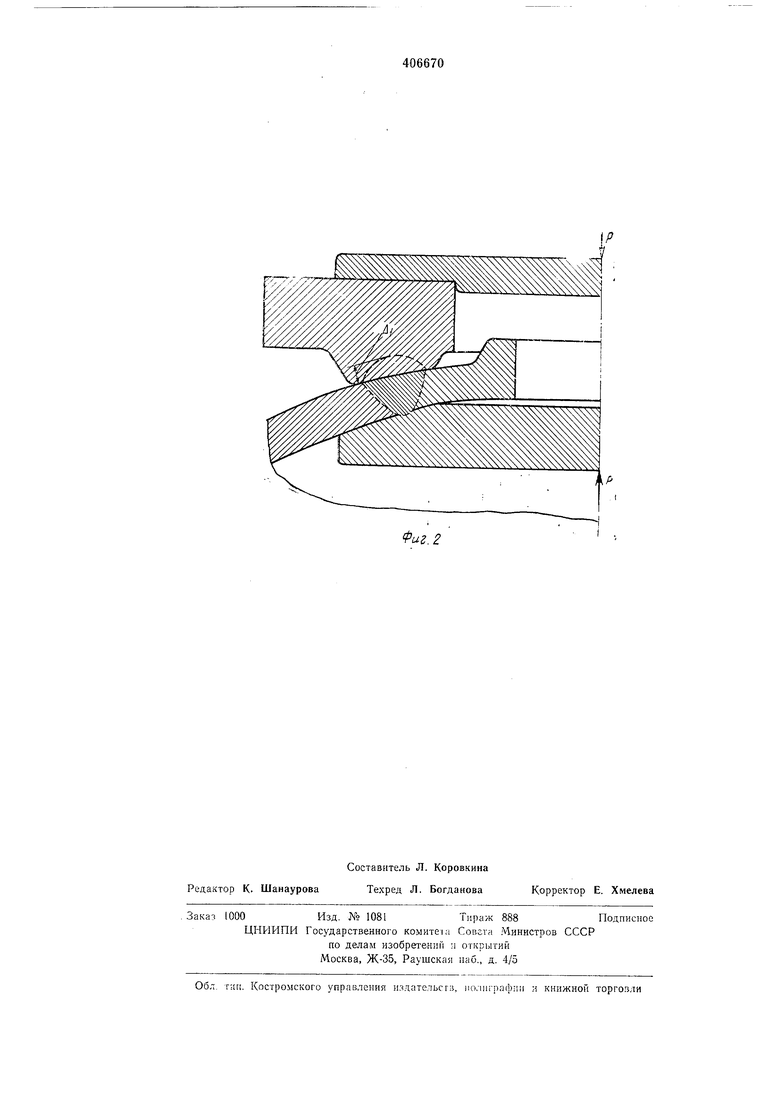
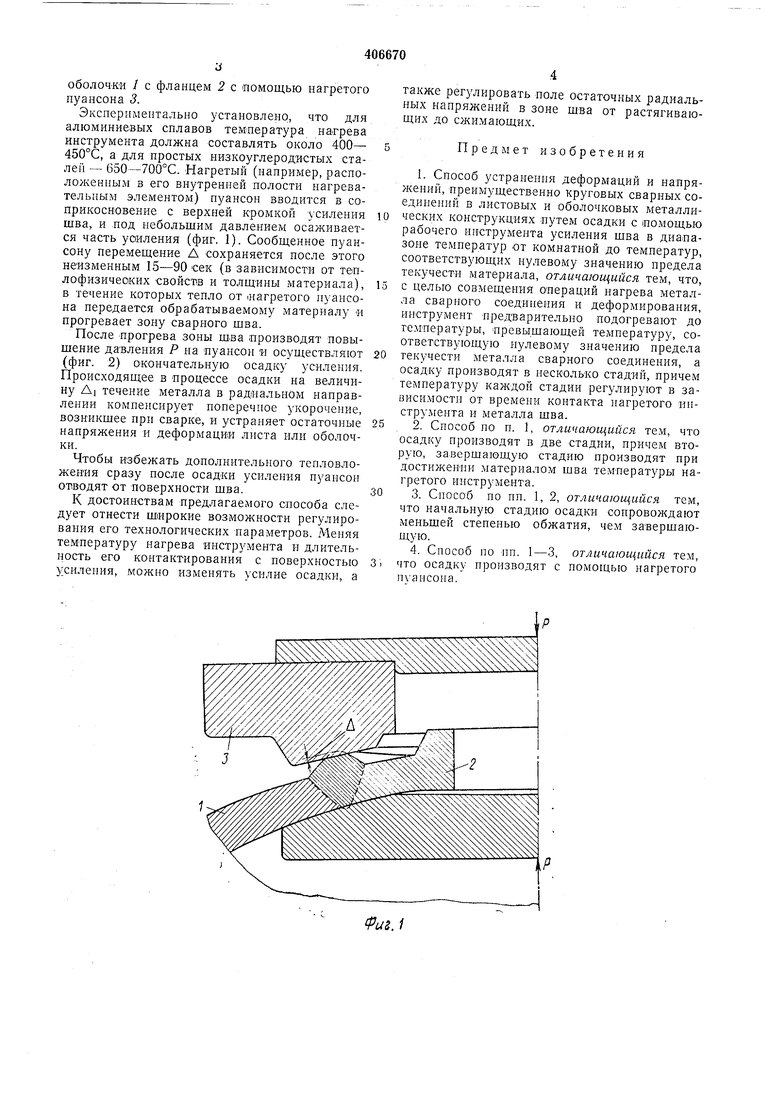
Па фиг. 1 иредставлена схема предварительной осадки усиления шва; на фиг. 2 - схема
0 окончательной осадки сварного соединения
оболоч-ки / с фланцем 2 с помощью нагретого пуансона 3.
Экспериментально установлено, что для алюминиевых сплавов температура нагрева инструмента должна составлять около 400- 450°С, а для простых низкоуглеродистых сталей - 650-700°С. Нагретый (например, расположенным в его внутренней полости нагревательным элементом) пуансон вводится в соприкосновение с верхней кромкой усиления шва, и лод небольшим давлением осаживается часть усиления (фиг. 1). Сообщенное пуансону перемещение А сохраняется после этого неизменным 15-90 сек (в зависимости от теплофизичеоких свойСТ1В и толщины материала), в течение которых тепло от 1нагретого пуансона передается обрабатываемому материалу « прогревает зону сварного шва.
После прогрева зоны ш-ва производят повыщение давления Р на пуансон и осуществляют (фиг. 2) окончательную осадку усиления. Происходящее в процессе осадки на величину Л течение металла в радиальном направлении компенсирует поперечное укорочение, возникшее при сварке, и устраняет остаточные напрялсення и деформация листа или оболочки.
Чтобы избежать дополнительного тепловложения сразу после осадки усиления пуансон отводят от поверхности шва.
К достоинствам предлагаемого способа следует отнести Широкие возможности регулирования его технологических параметров. Меняя температуру нагрева инструмента и длительность его контактирования с поверхностью усиления, можно изменять усилие осадки, а
также регулировать поле остаточных радиальных напряжений в зоне шва от растягивающих до сжимающих.
Предмет изобретения
1.Способ устранения деформаций и напряжений, преимущественно круговых сварных соединений в листовых и оболочковых металлических конструкциях путем осадки с помощью рабочего инструмента усиления шва в диапазоне температур от комнатной до температур, соответствующих нулевому значению предела текучести материала, отличающийся тем, что, с целью совмещения операций нагрева металла сварного соединения и деформирования, инструмент предварительно подогревают до температуры, превышающей температуру, соответствующую нулевому значению предела текучести металла сварного соединения, а осадку производят в несколько стадий, причем температуру калодой стадии регулируют в зависимости от времени контакта iiarpeToro инстру.мента и металла шва.
2.Способ по п. 1, отличающийся тем, что осадку производят в две стадии, причем вторую, завершающую стадию производят при достижении материалом шва температуры нагретого инструмента.
3.Способ по пп. 1, 2, отличающийся тем, что начальную стадию осадки сопровождают меньшей степенью обжатия, чем завершающую.
4.Способ но пп. 1-3, отличающийся тем, что осадку производят с помощью нагретого nvaнеона.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения сварных соединений | 1981 |
|
SU1007880A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В ТОРОИДАЛЬНЫХ КОНСТРУКЦИЯХ ОБОЛОЧКОВОГО ТИПА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313433C1 |
| Способ уменьшения остаточных деформаций и напряжений | 1980 |
|
SU946858A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ СНИЖЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И | 1973 |
|
SU390887A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ изготовления сварных оболочковых конструкций | 1988 |
|
SU1609531A1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |