Изобретение отпосится к области обработки металлов резанием в неирерывиом автоматическом цикле.
Известны устройства для обработки наружных поверхностей деталей, тина колец подшипников, содержащие элементы осевого и радиального базирования, а также рабочие головки чериовой и чистовой обработки.
Предлагаемое устройство отличается от известного тем, что, с целью обеспечения точного осевого базирования деталей, элементы радиального базирования выполиеиы в виде взаимио неподвижных спаренных радиальных опор, а элементы осевого базирования в виде двух чашек с плоскими кольцевыми поясками, лежащими в одной плоскости, при этом рабочие головки установлены пенодви кио.
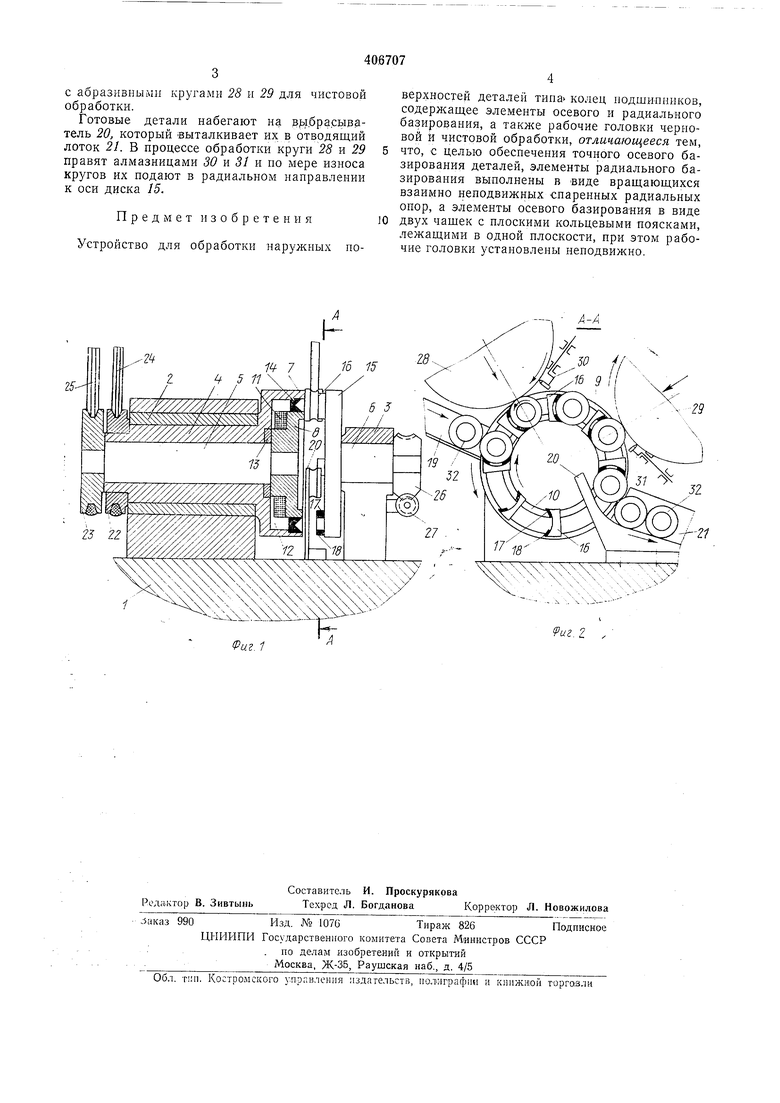
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез но А - А на фиг. 1.
В корпусе / в подшипниках 2 и 3 смонтированы соосные валы 4, 5 и 6, причем вал 4 несет чашку 7, я вал 5- чашку 8. Плоские кольцевые торцы 9 VL 10 указанных чашек лежат в одной плоскости. На чашке 8 смонтирован магиит 11, отделенный от чашки 7 воздушным зазором 12. Чашки 7 и 8 изготовлены из ферромагнитного материала и изолированы кольцом 13 из немагнитного материала. Подшипник 2 также выполнен в виде втулки из иемагиитного материала. Между чашками 7 и 5 предусмотреиа уплотнительная манжета 14. На валу 6 смонтирован диск 15, несущий на своем торце стойки 16 с радикальными опорами /7 и 18.
С корпусом } жестко связаны подающий лоток 19, выбрасыватель 20 и отводящий лоток 21. На валах 4 т 5 закреплены шкивы 22 и 23, связанные с приводом ремнями 24 и 25,
а на валу 6 закреплено червячное колесо 26, взаимодействующее с червяком 27, также связанным с приводом.
С корпусом 1 связаны, кроме того, рабочие 1-оловкн, например шлифовальные бабки,
оснащенные абразивными кругами 28 и 29 и алмазиицами 30 и 31.
Станок работает следующим образом. Обрабатываемые детали 32, в данном случае внутренние кольца шариковых подшипниКОР., но лотку 19 подаются в станок и ложатся своими торцами на плоские кольцевые торцы 9 и 10 чашек 7 и 5, а своей периферией на радиальиые опоры 17 и 18 стоек 16, при этом магнит 11 прижимает детали 32 к торцам 9 и
iO. Чашки 7 и 8 и диски 15 вращаются с различными скоростями, подобранными таким образом, что детали приводятся во .вращение вокруг своих осей и прижимаются к опорам 17 }i 18, которые перемещают их по часовой
стрелке, проводя через зоны взаимодействии
с абразивными кругами 28 и 29 для чистовой обработки.
Готовые детали набегают на .брасьшатель 20, который выталкивает их в отводящий лоток 21. В процессе обработки круги 28 и 29 правят алмазницами 30 и 31 и по мере износа кругов их подают в радиальном направлении к оси диска 15.
Предмет изобретения Устройство для обработки наружных поверхностей деталей типа колец подшипников, содержащее элементы осевого и радиального базирования, а рабочие головки черновой и чистовой обработки, отличающееся тем, что, с целью обеспечения точного осевого базирования деталей, элементы радиального базирования выполнены Б виде вращающихся взаимно неподвижных спаренных радиальных опор, а элементы осевого базирования в виде двух чащек с плоскими кольцевыми поясками, лежащими в одной плоскости, при этом рабочие головки установлены неподвижно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Станок для обработки деталей типа внутренних колец подшипников качения | 1977 |
|
SU707783A1 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| Устройство для базирования и ведения деталей типа колец | 1975 |
|
SU541651A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для загрузки деталей | 1981 |
|
SU965717A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для базирования и вращения деталей | 1978 |
|
SU779050A1 |
