(54) УСТРОЙСТВО ДЛЯ ЗАГР.УЗКИ ДЕТАЛЕЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1971 |
|
SU410892A1 |
| Устройство для доводки дорожек качения | 1972 |
|
SU512033A1 |
| Устройство для суперфинишной обработки деталей | 1990 |
|
SU1757803A2 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |

Изобретение относится к станкостроению, в частности к устройствам для загрузки деталей, например наружных колец шариковых подшипников. Известно устройство для загрузки деталей, содержащее смонтированный в подшипниках корпуса распределительный вал, управляющие элементы, взаимодействующие с механизмом подачи деталей 1. Известное устройство возможно использовать при черновой обработке и затруднительно при суперфинищной обработке деталей, так как подача деталей рычагом в позиции обработки снижает качество обработки (на кольцах могут возникнуть риски, вмятины и другие дефекты за счет соударения колец). Кроме того, при переходе на другой типоразмер деталей требуется регулировка расстояния между осями шпинделей, что снижает жесткость и надежность системы в целом. Недостатком также является то, что устройство имеет ограниченные технологические возможности - не обеспечивает обработку с последовательным режимом з;агрузки деталей, отсутствуют технические средства переключения режимов загрузки деталей - это снижает производительность станка в целом. Цель изобретения - расширение технологических возможностей устройства. Цель достигается тем, что устройство снабжено смонтированным с возможностью осевых перемещений дополнительным распределительным валом и механизмом переключения режимов загрузки, причем дополнительный распределительный вал кинематически связан с основным распределительным валом и механизмом переключения режимов загрузки, а управляющие элементы установлены с угловым сдвигом относительно друг друга и жестко связаны с вышеупомянутым дополнительным валом. Кроме того, кинематическая связь основного и дополнительного распределительных валов выполнена в виде цилиндрической зубчатой передачи, передаточное отношение которой равно 1:п,(где п - число рабочих позиций), механизм переключения режимов загрузки выполнен в виде рычага, а на дополнительном распределительном валу выполнена кольцевая проточка, при этом рычаг установлен с возможностью взаимодействия с последней.
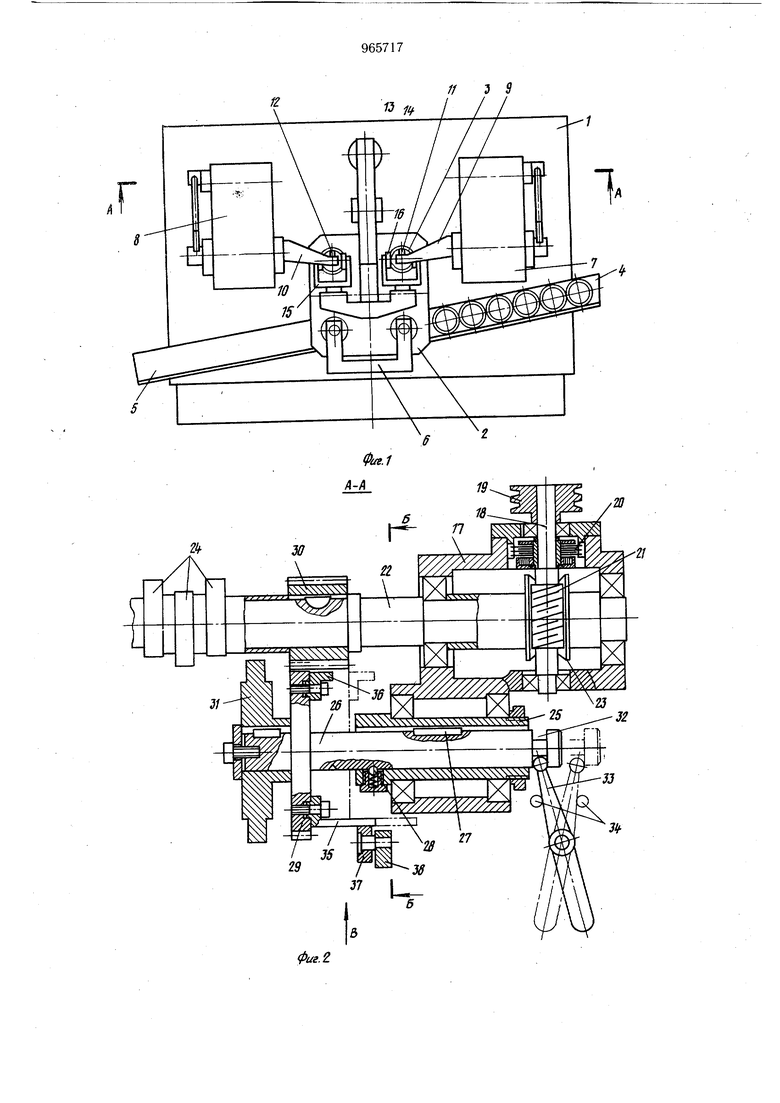
На фиг. 1 предоставлено устройство для загрузки деталей, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2.
Основание 1, например станина станка, несет шагово-поворотный загружатель 2, выполненный в виде диска, со втулками гидростатического базирования обрабатываемых деталей 3, например наружных колец шариковых подшипников, подаюш.ий 4 и отводящий 5 лотки, загрузочно-разгрузочный механизм 6, рабочие головки 7 и 8 с держателями 9 и 10, оснаш.енными инструментами 11 и 12, цилиндр 13 и рычаг 14 с поворотными вилками 15 и роликами 16 прижатия деталей 3 к торцам шпинделей загружателя 2 с угловым шагом 90° перемеш,ений деталей из подающего лотка 4 в гнезда загружателя 2 и из гнезд загружателя 2 в отводящий лоток 5, подвода и отвода рабочих головок 7 и 8 и инструментов 11 и 12. Щагово-поворотный загружатель 2 и загрузочно-разгрузочныймеханизм 6 с приводами образуют механизм подачи деталей в рабочие позиции. В основании 1 закреплен корпус 17, на подшипниках которого установлены вал привода 18 со шкивом 19, электромагнитным тормозом 20 и червяком 21, основной распределительный вал 22 с червячным колесом 23 и управляющими элементами 24, а также втулка 25,в которой установлен с возможностью осевых перемещений дополнительный распределительный вал 26. Вал 26 связан со втулкой 25 посредством шпонки 27 и фиксатора 28 и несет зубчатое колесо 29, входящее в зацепление с закрепленной на валу 22 широкой шестерней 30, а также диск 31. Передаточное отношение элементов 30, 29 равно 1:2, так как число рабочих позиций равно двум. В общем случае передаточное отношение элементов 30 и 29 равно 1:п, где п - число рабочих позиций. Вал 26 снабжен кольцевой проточкой 32, с которой взаимодействует установленный в корпусе 17 рычаг переключения режимов загрузки 33, в корпусе установлены также ограничители 34 конечных положений рычага 33 и вала 26. На зубчатом колесе 29 закреплены управляющие элементы 35 и 36, взаимодействующие с роликом 37, установленным на рычаге 38. Последний установлен на связанной с корпусом 17 оси 39 и несет регулируемые винтовые упоры 40, взаимодействующие с датчиками 41, в данном случае пневмораспределителями управления цилиндрами прижатия инструментов 11 и 12 к деталям 3. Управляющие элементы 35 и 36 взаимно смещены с угловым сдвигом 180°, и один из них (элемент 3) выполнен удлиненным.
На торцах диска 31 закреплены управляющий э/1емент 42 и пара взаимно смещенных с угловым сдвигом 180° управляющих элементов 43 и 44. На корпусе 17 закреплен посредством кронштейна 45 датчик 46 с
чувствительным элементом 47, в данном случае бесконтактный конечный выключатель отключения вращения привода распределительного вала и включения реле времени, ограничивающего длительность обработки.
Устройство работает следующим образом..
В изображенном на фиг. 2-4 положении устройства, соответствующем фазе обработки в параллельном режиме, держатели 9 и 10 рабочих головок 7 и 8 оснащены одинаковыми инструментами 11 и 12, которые одновременно обрабатывают две заготовки 3. Длительность обработки задается реле времени. После истечения заданной длительности обработки реле времени отключает электромагнитный тормоз 20 и приводит во вращение двигатель (т показан) приводящий во вращение шкив 19 и вал 18 с червяком 21. Вращение червяка передается червячному колесу 23 и основному распределительному валу 22 с установленными на нем управляющими элементами 24, в данном случае кулачками, и шестерней 30. Последняя поворачивает зубчатое колесо 29 и связанные с ним управляющие элементы 42 и 35, Элемент 42 выходит из зоны действия датчика 46, а элемент 35 отходит от ролика 37, что обеспечивает переключение распределителей 41 на отвод инструментов 11 и 12 от деталей 3.
Далее управляющие элементы 24 последовательно выдают команды на отвод рабочих головок 7 и 8, отвод рычага 14 с вилками 15 и роликами 16 и поворот загружателя 2 со втулками гидростатического базирования на 90°. При этом обработанная головкой 8 заготовка подается к началу разгрузочного лотка 5, обработанная головкой 7 заготовка -к головке 8 и новая заготовка из лотка 4 - к головке 7. Далее загрузочно-разгрузо чный механиз.м 6 подает готовую деталь из загружателя 2 в лоток и очередную заготовку из лотка 4 в загружатель 2 и элементы 6-10 и 13-16 возвращаются в исходное положение. Однако вращение основного 22 и вспомогательного 26 распределительных валов продолжается, при этом вал 22 совершает оборот и вышеописанные действия повторяются.
В результате обработанная головкой 7 деталь подается к разгрузочному лотку 5, заготовка от головки 7 к головке 8 и очередная заготовка из лотка 4 к головке 7. В конце второго оборота вала 22 управляющий элемент 42 подходит к датчику 46, который выдает команду на отключение привода вала 18, включение электромагнитного тормоза 20 и реле времени, а управляющий элемент 35 через ролик 37 поворачивает рычаг 38 относительно оси 39 и упоры 40 переключают датчики 41 на подвод инструментов 11 и 12 к деталям 3, и цикл повторяется. Каждый цикл .состоит из одной фазы обработки и двукратно повторенной фазы загрузки с поворотом загружателя 2 на 180° и выгрузкой деталей. Для переключения устройства на режим последовательной загрузки с последующей последовательной обработкой деталей устанавливают в держателе 9 инструмент 11 для черновой обработки, в держателе 10 - инструмент 12 для чистовой обработки и поворачивают рычаг 33 по часовой стрелке, смещая тем самым дополнительный вал 26 и связанные с ним элементы 29, 35, 36 и 31 и 42-44 вправо. В этом положении при каждом обороте вала 22 заверщается пово.рот загружателя 2 на 90°, при этом очередная заготовка из лотка 4 подается к головке- 7, прошедщая черновую обработку детаэть - от головки 7 к головке 8 и готовая деталь - от головки 8 к лотку 5, каждый цикл состоит из двух фаз обработки (черновой головкой 7 и чистовой головкой 8) и двух фаз транспортировки заготовок и деталей загружателем 2 и выгрузки деталей, осуществляемых перед каждой фазой обработки.. Благодаря снабжению устройства дополнительным распределительным валом с возможностью осевых перемещений и механизмом переключения режимов загрузки, а также кинематической связи дополнительного вала с основным распределительным валом и механизмом переключения режимов загрузки, установкой управляющих элементов с угловым сдвигом относительно друг друга и жесткой их связи с дополнительным валом, стало возможным расширить технологические возможности устройства, а именно обеспечить работу суперфинищных стан- ков с любым режимом обработки деталей, что сокращает количество станков в автоматических линиях и производственные площади. При этом незначительное усложнение устройств для загрузки деталей увеличивает производительность автоматических линий в целом. Формула изобретения . Устройство для загрузки деталей, содержащее смонтированный в подшипниках корпуса распределительный вал и управляющие элементы, взаимодействующие с механизмом подачи деталей, отличающееся тем, что, с целью расщирения технологических возможностей устройства, оно снабжено установленными с возможностью осевых перемещений дополнительным распределительным валом и механизмом переключения режимов загрузки, причем дополнительный распределительный вал кинематический связан с основным распределительным валом и механизмом переключения режимов загрузки, а управляющие элементы установлены с угловым сдвигом, относительно друг друга и жестко связаны с выщеупомянутым дополнительным распределительным валом. 2.Устройство по п. 1, отличающееся тем, что кинематическая связь основного и дополнительного распределительных валов выполнена в виде цилиндрической зубчатой передачи, передаточное отношение которой равно 1:п, где п - число рабочих позиций. 3.Устройство по п. 1, отличающееся тем, что механизм переключения режимов загрузки выполнен в виде рычага, а на дополнительном распределительном валу выполнена кольцевая проточка, при этом рычаг установлен с возможностью взаимодействия с последней. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 120115, кл. В 23 Q 7/08, 1958 (прототип) .
