1
Предлагаемое устройство предааан чено в основном для базирования и веде ния деталей типа колец подшипников ка-ченЕя в процессе их чистовой обработки (шлифование, доводка) или контроля.
IfeBecTHO устройство, содержащее средства осевого базирования в виде непод- вшквой осевой опоры, средства радиального базирования в виде радиальных опор, связанные с ультразвуковым преобр оватепем, и ведущий элемент в виде вращающегося поводка, фрикпионно взаимодействующего с деталью.
В взьестном устройстве торец детали проскальаьшает по неподвижной осевой
опоре, что приводит к износу последней, кроме того, вследствие неравномерности тренгя, вооможно н 1ушение плавности ведения детали. В предлагаемом устройстве осевая опора выполнена в виде смонтиро ванного в аэростатических опорах фланца. Это уменьшает износ осевой опоры и повышает плавность ведения детали.
Устройство снабжено также дополнительно приводом, например периодически отключаемым, вращения фланца. Это обпег чает запуск устройства. Приводы ведения детали и вращения фланца могут быть выполнены однотипными.
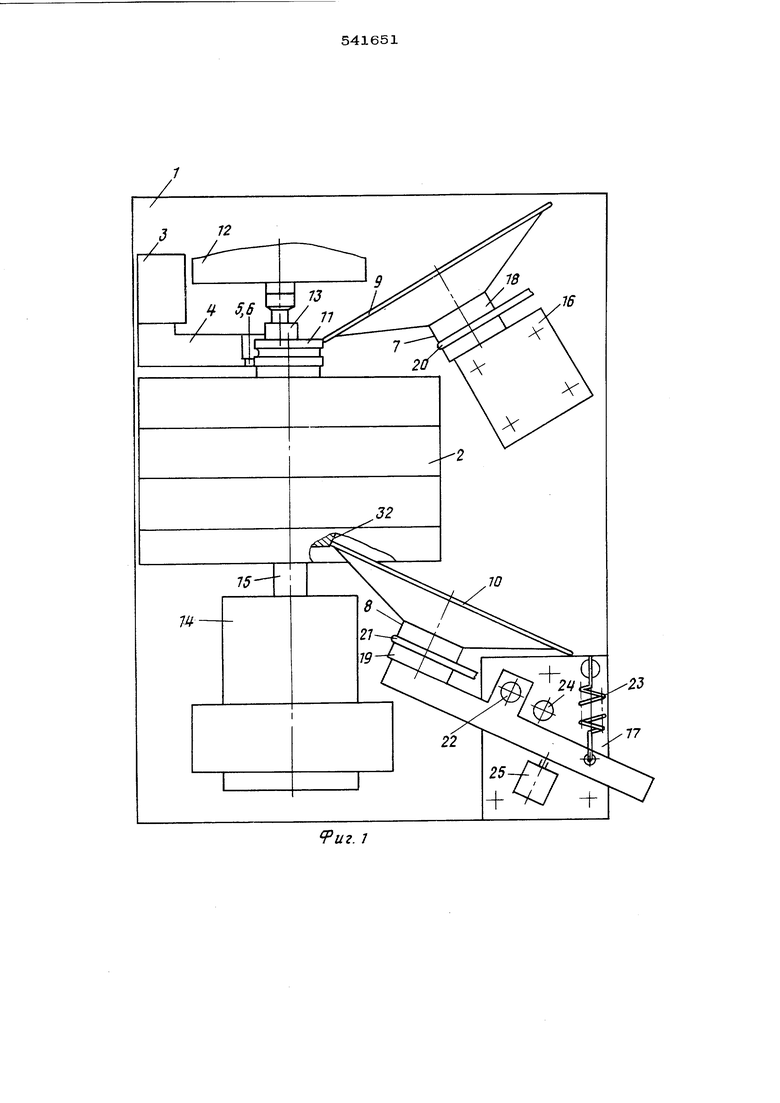
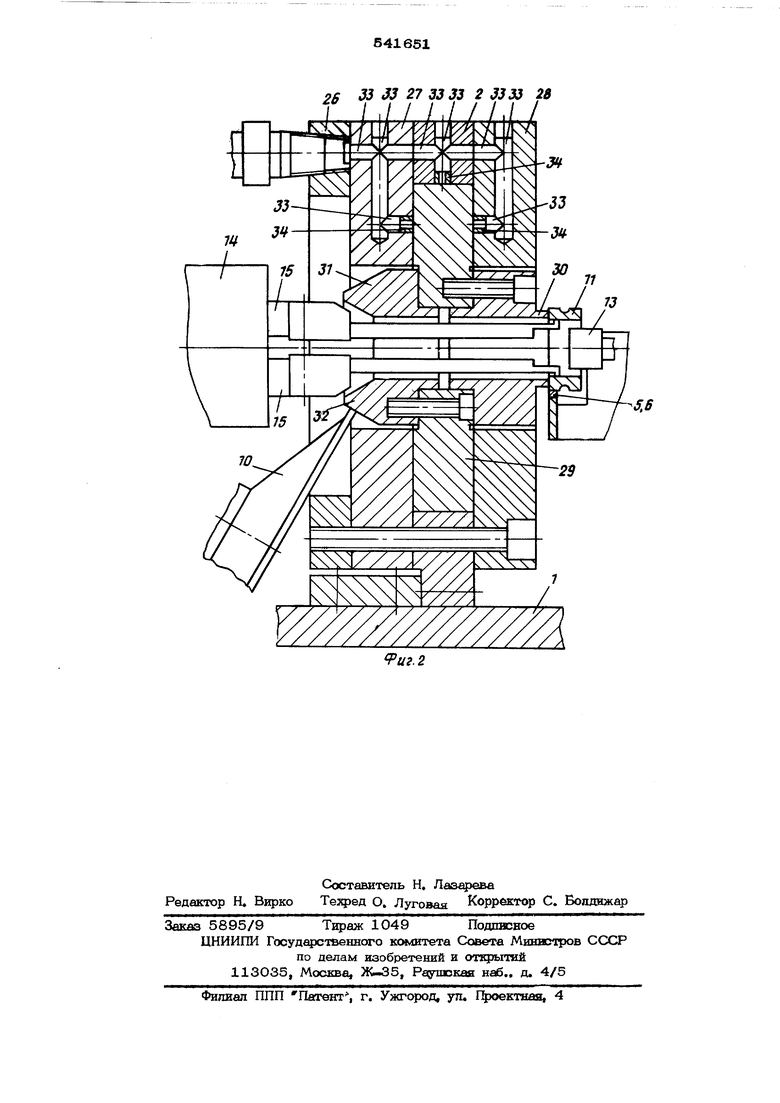
На фиг. 1 представлено устройство, в планер на фиг, 2 - то же, в разрезе.
На основашо 1, например на станине станка смонтированы корпус 2 осевой опоры, ультразвуковой преобразователь 3, с волноводом 4 которого связаны радиальные опоры 5 и 6, приводы 7 и 8, ведущие ролшси 9 и 10 которых взаимодействуют соответственно с обрабатываемой деталью (кольцом) 11 и и опорным, фланцем, а также рабочая головка 12, оснащенная инструментом 13, и меритепь 14 с папками 15.
Приводы 7 и 8 однотипны. Каждый из них имеет кронщтейн 16, 17 с несушей установленный на подшипниках ролик осью. Заодно с роликами иаготовлены шкивы 18 и 19j связанные ведущими рекшями 2Q 21 с не изображенными на чертеже шкивами двигателя или контрпривода.
Крошптейн 17 выполнен позоротяым отасоситеяьно оси 22 н отжат иружикой 23 к упору 24. На основании уствнавпен конечный выключатель 25 вкшочений яри« вода ролика 10,
В корпусе 2 осевой опоры, состоящем из плоско-пйраляелыгых копец 26, 27 28 смонтировал на аэростатических опорах фланец 29, несущий сменную накладку ЗО торец которой BsaHMOAefcTByeT с кольцом 11, и стугащу 31 с кош1чес.ким пояском 32 (см. фиг. l), с которым взаимодейст вует ролик 1О„ В теле колец 26. 27 28 гредусмотрены каналы 33 и дроссели 34 для подачи воз;:оха к аэростатическим, опорам флашш 29.
Устройство р отает спедующим обрааом.
При запуске подается воздух в канегаы 33, и кронштейн 17 л инудительно повора чквают относительно оси 22 по часовой стрелке,преодолевая усилие пружины 23. Ролик 10 своим ободом прижимается к коническому пояску 32, а конец кронштей на 17 нажимает на конечный выключатель 25, включая привод ролика 1О„ Поспещтк разгчэняет фланец 29 с накладкой 30 и ступицей 31 до номинальной угповой ско« роста. Одновременно включают упьтрааву ковой 1феобрааователь 3, После разгона фланца ролик 10 отводится пружиной 23. На опоры 5, 6 устанавлива от заготовку детали 11, к ролик 9 начинает вращать ее, прижимая к опорам 5, к торну сменной накладки 30. К заготовке детали
11 ПОДВОДИТ йшггрумент 13 рабоче& гоnossK 12 и осуиестаяшот обработку шэаз ролзаруа ее ход лапками 15 меритегш 14. В процессе обработки фданед 29 с Ш1кпадкой зет и ступицей 31 п жводится во вр&« щевие деталью 11. Возможен дополнитель кый привод фнашш 29, нагцжмер, от пневматической 1урбинки, s.oMiiescKpyTowK& потери на тренке и уменьшений проскальзывание детали по смевной накладке, ини от ролика 10 Шсяе окончания отводят инствдмент и лапки меритезга я заменяют готовую детазть очередное заго товкой.
Формула изобретения
1а Устройство для базирсгвания и ведения деталей типа ксотед,содержащее связанные с ультразвуковым преобраэ жате« лем радиальные опоры, осевую oDOjpy к фршощошю взаимодействующий с детаахью привод с вращающимся ведущим эпеме&том, отличающееся тем, что, о целью уменьшения износа торца и повышения плаваостй ведения детали, осеваа опора выполнена в виде смонтированно1ч в аэростатЕГческнх подшипниках фланца, при этом устройство снабжено периодичесги отключаемым приводом вращения этого флалца
2. Устройство по п. 1, о т л и ч а . ю щ е е с я тем, что, с цепью унификац0н взаимодействующие с деталью и с фяанцем приводы выполнены однотипными.
26 33 JJ 27 3333 2 3333 28
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| Устройство для базирования и вращения деталей | 1978 |
|
SU779050A1 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ | 1973 |
|
SU406707A1 |
| Станок для обработки деталей | 1972 |
|
SU552180A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ И ВРАЩЕНИЯИЗДЕЛИЙ | 1972 |
|
SU426802A1 |
| Устройство для базирования и вращения деталей типа колец подшипников | 1981 |
|
SU975364A1 |