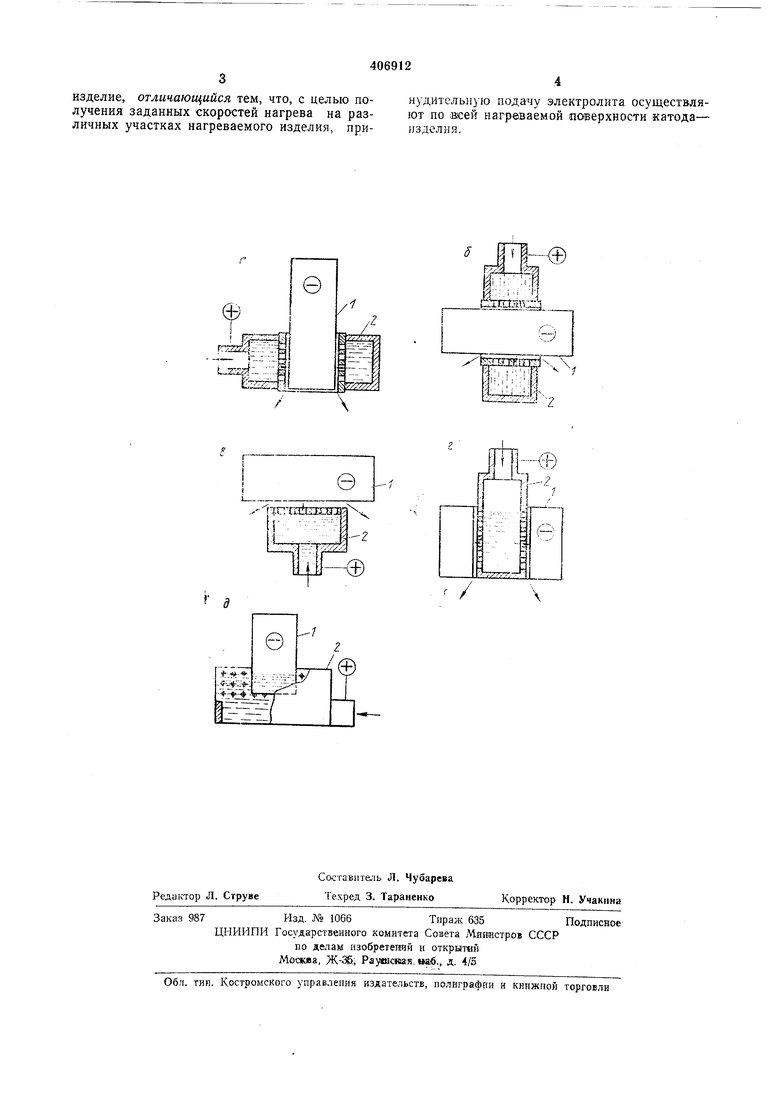
Изобретение относится к способам нагрева изделий путем погружения их в раствор электролита. Известен сиособ нагрева металлов в электролите, состоящий в том, что через отверстие в аноде подают электролит, который поступает .в зазор между изделием и анодом, имеющем форму, копирующую конфигурацию обрабатываемой части изделия, и обеспечивающем малый и равномерный зазор по всей термообрабатываемой части изделия. Для получения заданной скорости нагрева на различных участках нагреваемого изделия предлагается принудительную иодачу электролита осуществлять по всей нагреваемой поверхности катода - изделия. На чертеже показано нагреваемое изделие в различных положениях. Нагреваемое изделие / является катодом, а душирующее устройство 2 - анодом. Зазор между электродами может быть в пределах 1-6 мм. Электролит подают через отверстия душирующего устройства под давлением 0,01-0,05 атм. Отверстия в душирующем устройстве диаметром от 1 до 3 мм располагаются в шахматном порядке на расстоянии 5- 10 мм. Нри прочих равных условиях (напряжении тока, составе, концентрации и температуре электролита) скорость нагрева можно регулировать изменением давления электролита в душнрующем устройстве, а при данном давлении - изменением диаметра отверстий и их количества. С увеличением давления, под которым подается электролит из душирующего устройства, скорость нагрева возрастает. Так, например, при нагреве изделий диаметром 20-40 мм, при увеличении давления с 0,01 до 0,05 атм, скорость нагрева возрастает в 4-5 раз. Ири давлении более 0,05 атм процесс нагрева прекращается из-за разрушения газовой оболочки. Предложенный -способ опробован при концевом и полном одновременном нагреве изделий, а также при последовательном нагреве, когда анод имеет кольцевую форму, а изделие расположено в вертикальном (см. чертеж, поз. а) и горизонтальном полол ении (см. чертеж, поз. б), при нагреве плоскости (см. чертеж, поз. 0), при нагреве внутренней поверхности втулки с применением анода трубчатой формы (см. чертеж, поз. г) и при концевом нагреве с ир-именением анода целевой формы (см. чертеж, поз.-5). Предмет изобретения Способ нагрева металлов в электролите при минимальных межэлектродных зазорах с принудительной подачей электролита на катод- 34
изделие, отличающийся тем, что, с целью по- нудитель}1ую подачу электролита оеуществлялучения заданных скоростей нагрева на раз- ют по всей нагреваемой поверхности катода- лнчных участках нагреваемого изделия, при- изделия.
406912 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для последовательного нагрева металлических изделий (лент,прутков,труб и т.п.) | 1947 |
|
SU83803A1 |
| Устройство для штамповки металлических изделий | 1947 |
|
SU71708A1 |
| Устройство для местного поверхностного нагрева изделий под закалку | 1940 |
|
SU64508A1 |
| УСТРОЙСТВО для ПОСЛЕДОВАТЕЛЬНОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1968 |
|
SU206614A1 |
| Способ электрического нагрева металлов | 1935 |
|
SU48412A1 |
| Способ пайки металлических изделий | 1946 |
|
SU68391A1 |
| Устройство для поверхностной закалки деталей | 1978 |
|
SU765380A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ | 1971 |
|
SU427065A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
Jt©
.ТГЙЗХПО
щ
ш1-
-ч -Z
