До настоящего времени пайка металлических изделий осуществлялась в восстановительной атмосфере. Изделие нагревали в эвакуированном пространстве, заполненном восстанавливающим газом. Припой вводился между спаиваемыми деталями.
В предлагаемом способе пайки металических изделий предусматривается нагрев этих изделий не в эвакуированном пространстве, заполненном газом, а в водном электролите. Выделяющийся при электролизе водород используется для создания восстановительной среды.
В качестве частного случая применения способа разработан технологический процесс -напайки контактов магнето. В основу его положен метод концевого электронагрева в электролите при изолированном торце. Выбор этого метода был обусловлен возможностью обеспечения основного требования процесса - надежности фиксации составных частей детали - винта, пластины припоя и пластины вольфрама.
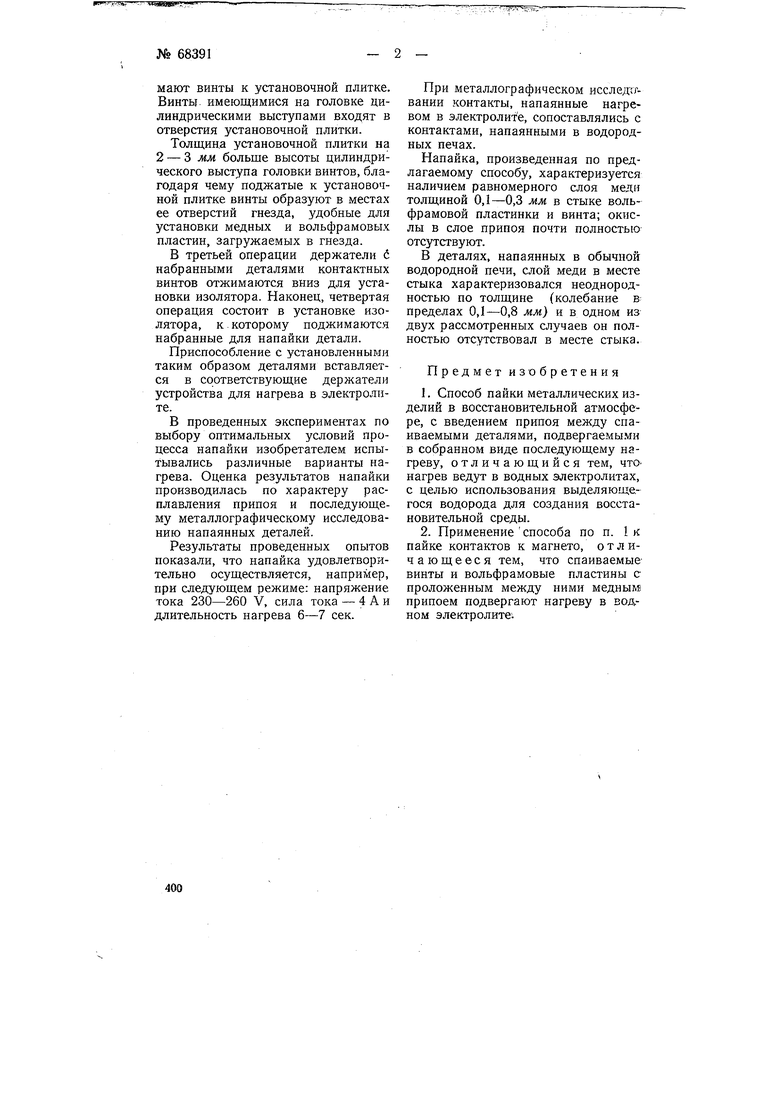
На фиг. 1 изображено приспособление, разработанное для осуществления напайки контактов; на фиг. 2-схема установки деталей лод пайку.
Винты для напайки вставляются в торцовые отверстия держателей 2, находящихся в корпусе 3. Подлежащие напайке детали поджимают пружинами 4 к изолятору 5 или установочной плитке 6. Последняя связана стойками 8 с корпусом 3 через текстолитовую пластину 7. Установочная плитка 6 имеет отверстия, центрирующие головки винтов, подлежащие напайке. Эти отверстия одновременно служат гнездами для установки медных и вольфрамовых пластин.
Изолятор 5, изготовленный из огнеупорного кирпича, удерживается скобами 9 и может легко сменяться.
Для установки деталей в приспособление необходимо утопить держатели в корпус, что осуществляется нажатием от руки на планку 10. Это положение держателей может быть сохранено фиксатором 11.
Первая операция состоит в установке винтов в держатели, для чего последние утапливаются в корпус и зажимаются фиксаторами 11. Приспособление при этом ставится установочной плиткой вверх, а изолятор 5 снимается.
При второй операции фиксатор 11 отводится, благодаря чему освобождаются держатели, которые поджи399
мают винты к установочной плитке. Винты, имеющимися на головке цилиндрическими выступами входят в отверстия установочной плитки.
Толщина установочной плитки на 2 - 3 мм больше высоты цилиндрического выступа головки винтов, благодаря чему поджатые к установочной плитке винты образуют в местах ее отверстий гнезда, удобные для установки медных и вольфрамовых пластин, загружаемых в гнезда.
В третьей операции держатели б набранными деталями контактных винтов отжимаются вниз для установки изолятора. Наконец, четвертая операция состоит в установке изолятора, к которому поджимаются набранные для напайки детали.
Приспособление с установленными таким образом деталями вставляется в соответствующие держатели устройства для нагрева в электролите.
В проведенных экспериментах по выбору оптимальных условий процесса напайки изобретателем испытывались различные варианты нагрева. Оценка результатов напайки производилась по характеру расплавления припоя и последующему металлографическому исследованию напаянных деталей.
Результаты проведенных опытов показали, что напайка удовлетворительно осуществляется, например, при следующем режиме: напряжение тока 230-260 V, сила тока - 4 А и длительность нагрева 6-7 сек.
При металлографическом исследовании контакты, напаянные нагревом в электролите, сопоставлялись с контактами, напаянными в водородных печах.
Напайка, произведенная по предлагаемому способу, характеризуется наличием равномерного слоя меди толщиной 0,1-0,3 мм в стыке вольфрамовой пластинки и винта; окислы в слое припоя почти полностью отсутствуют.
в деталях, напаянных в обычной водородной печи, слой меди в месте стыка характеризовался неоднородностью по толщине (колебание в пределах 0,1-0,8 мм) и в одном из двух рассмотренных случаев он полностью отсутствовал в месте стыка.
Предмет изобретения
1.Способ пайки металлических изделий в восстановительной атмосфере, с введением припоя между спаиваемыми деталями, подвергаемыми в собранном виде последующему нагреву, отличающийся тем, чтО нагрев ведут в водных электролитах, с целью использования выделяющегося водорода для создания восстановительной среды.
2.Применение способа по п. 1 к пайке контактов к магнето, отличающееся тем, что спаиваемые винты и вольфрамовые пластины с проложенным между ними медныл припоем подвергают нагреву в водном электролите
-Г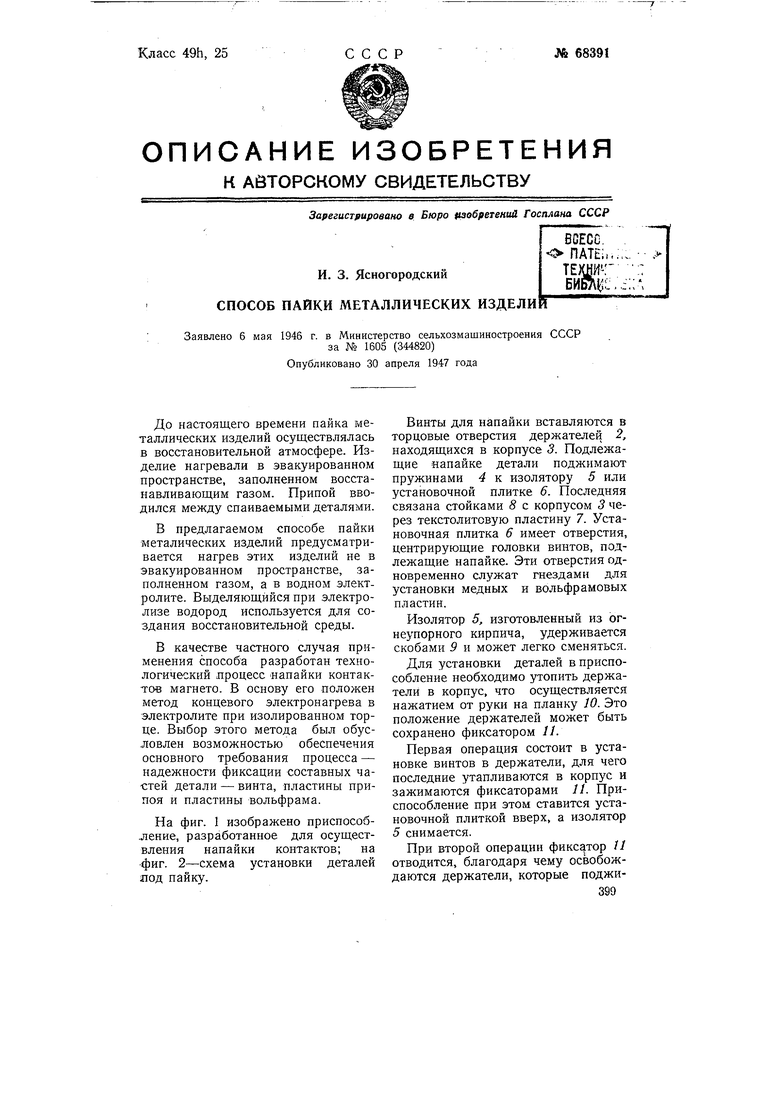
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для последовательного нагрева металлических изделий (лент,прутков,труб и т.п.) | 1947 |
|
SU83803A1 |
| Устройство для местного поверхностного нагрева изделий под закалку | 1946 |
|
SU69169A2 |
| Устройство для штамповки металлических изделий | 1947 |
|
SU71708A1 |
| Устройство для местного поверхностного нагрева изделий под закалку | 1940 |
|
SU64508A1 |
| Способ электрического нагрева металлов | 1935 |
|
SU48412A1 |
| Припой для пайки | 1974 |
|
SU476952A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| СТАНОК КАРУСЕЛЬНОГО ТИПА ДЛЯ ЭЛЕКТРИЧЕСКОЙ НАПАЙКИ КОНТАКТОВ | 1931 |
|
SU31518A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Способ групповой пайки изделий | 1976 |
|
SU616095A1 |
t-nnepauvs , З-опврация
