1
Изобретение относится к накатке деталей цилиндрической формы.
Известен способ поперечной прокатки деталей профилированными валками, при котором заполнение профиля металлом происходит одновременпо с образованием облоя, а прокатку заканчивают при достижении заданного межцептрового расстояния. При этом на деталях имеется значительный облой.
С целью прокатки с минимальным облоем в описываемом способе прокатку заканчивают в момент начала течения металла в облой. При этом на заготовке в зоне образования малой реборды предусматривают избыток металла не более 10% и ограничивают течение металла в облой. В зоне образования большой реборды предусматривают недостаток металла не более 6%.
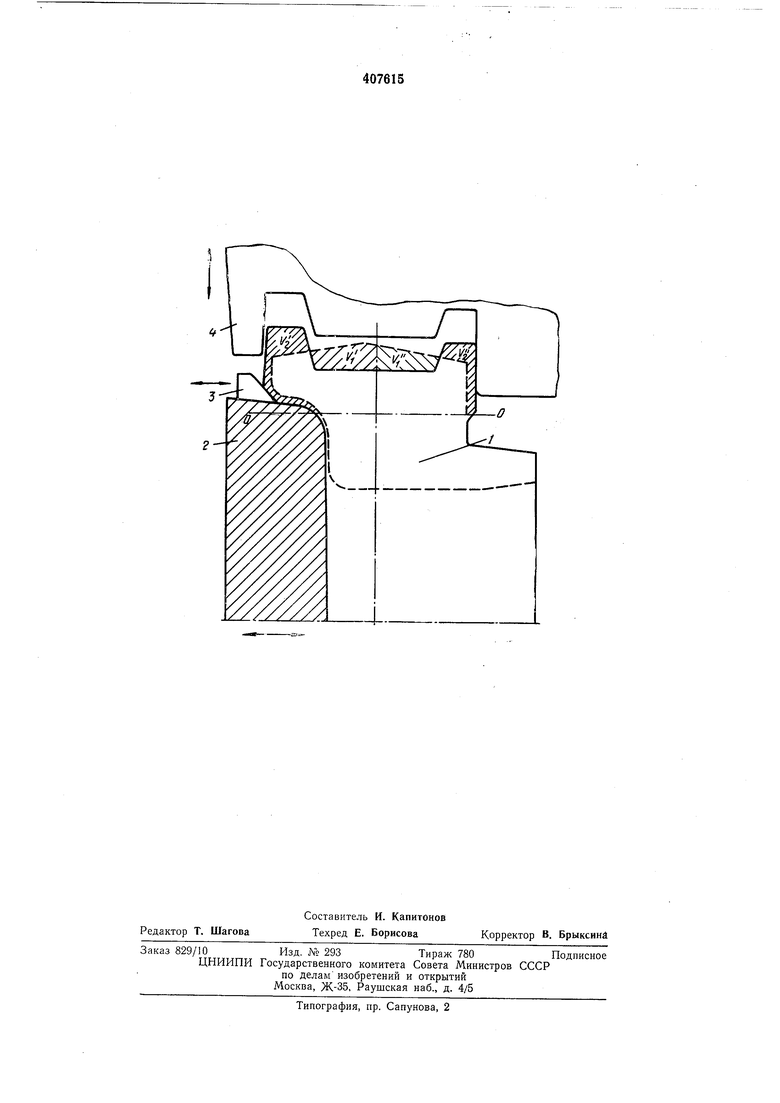
Изобретение поясняется чертежом.
Заготовка 1 (показана пунктиром) фиксируется упорами 2. После прокатки малой реборды, беговой дорожки и рабочей поверхности большой реборды появляется металл на наружной поверхности ее основания, который перемешает датчик 3, подаюший команду на прекраш,ение прокатки - движения верхнего валка 4, вниз.
Для того, чтобы в контролируемой зоне ме талл появлялся после того как сформируются реборды и беговая дорожка, форма заготовки выбрана такой, что для малой реборды имеется избыток металла на 5-|-10%, т. е. , а для большой реборды недостаток на 3-f6%,T. е. ,.
Течение металла в облой на нерабочей поверхности малой реборды запирается средним выступом валков. Линия О-О показывает глубину, на которой наблюдается деформация металла при индукционном нагреве заготовки под накатку.
Предмет изобретения
Способ поперечной прокатки деталей типа тракторных катков профилированными валками, отличающийся тем, что, с целью обеспечения прокатки с минимальным облоем, нрокатку заканчивают в момент начала течения металла в облой, при этом на заготовке в зоне образования малой реборды предусматривают избыток металла не более 10% и ограничивают течение металла в облой, а в зоне образования большой реборды предусматривают недостаток металла не более 6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки тел вращения с ребордами | 1985 |
|
SU1286330A1 |
| Инструмент для поперечной прокатки профилированных тел вращения | 1976 |
|
SU593790A1 |
| Способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками | 2015 |
|
RU2618288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| Рабочая клеть стана поперечной прокатки тракторных катков | 1979 |
|
SU776726A1 |
| Рабочая клеть стана поперечнойпРОКАТКи | 1979 |
|
SU804140A1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| Способ изготовления полых стальных деталей типа профилированного патрубка с фланцем и ступицей | 1985 |
|
SU1323203A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ изготовления штампованных поковок типа крестовины | 1987 |
|
SU1473897A1 |