Изобретение относится к обработке металлов давлением, а именно к накатк в горячем состоянии наружных поверхно стей деталей типа опорных роликов тса торов Т-4, Т-100М, Т-130 и других цилиндрических деталей, и может быть применено для прокатки бандажей вагонных колес в вагоностроительной промышленности. Известна рабочая клеть стана поперечной прокатки НС-3, предназначенная для горячей накатки и закалки с прокатного нагрева реборд и беговых дорожек опорных роликов тракторов Т-4А, Т-100М, Т-130, содержащая станину со стойками, расположенные в ста нине ползун, Связанный с гидроцилин дром, привод, закреплённый на ползуне валок, нижний валок, а также цент рователь, установленный в корпусе Недостатком станов типа НС-3 явля ется то, что при прокатке детали в стане возникают большие осевые и радиальные нагрузки на центрователь и ползун, направлягадие которых изза недостаточной длины их перекашиваются, что приводит к браку деталей увеличивается ширина беговой дорожки, а также появляется разница в диаметрах двух половин ролика. В то же время раскачка двух половин центрователя, стянутых от осевого перемещения четырьмя стяжками приводит к преждевременному износу подшипниковых узлов и поломке корпусов. При принятой конструктивной схеме рабочей клети стана НС-3 увеличить длину направляющих центрователя невозможно, так как это ведет к увеличению диаметра валков, что, в свою очередь увеличивает габариты клети и ведет к резкому увеличению мощности привода на вращения валков и усилия давления рабочего гидроцилиндра. Стяжки корпусов центрователя затрудняют доступ в зону прокатки и не позволяют автоматизировать загрузку и выгрузку заготовок. Цель изобретения - повышение качества продукции и обеспечения механизации процессов загрузки и выгрузки деталей, Указанная цель достигается тем, что рабочая клеть стана снабжена за крепленными на стойках станины направляющими клиньями, центрователь установлен с возможностью перемещения по направляющим клиньям перпендикулярно оси прокатки, а корпус цеитрователя выполнен с направляющимидля перемещения ползуна, причем, пол зун выполненс полостью,обращенной к центрователю, а верхний валок распо ложен в полости ползуна,
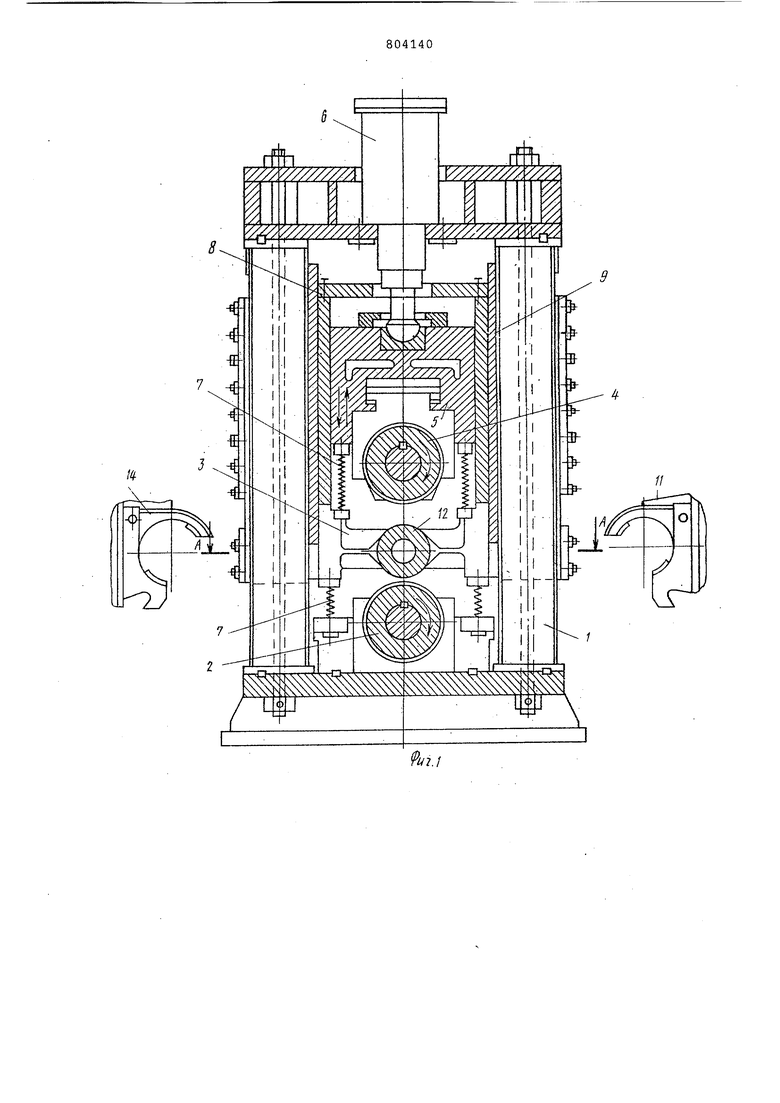
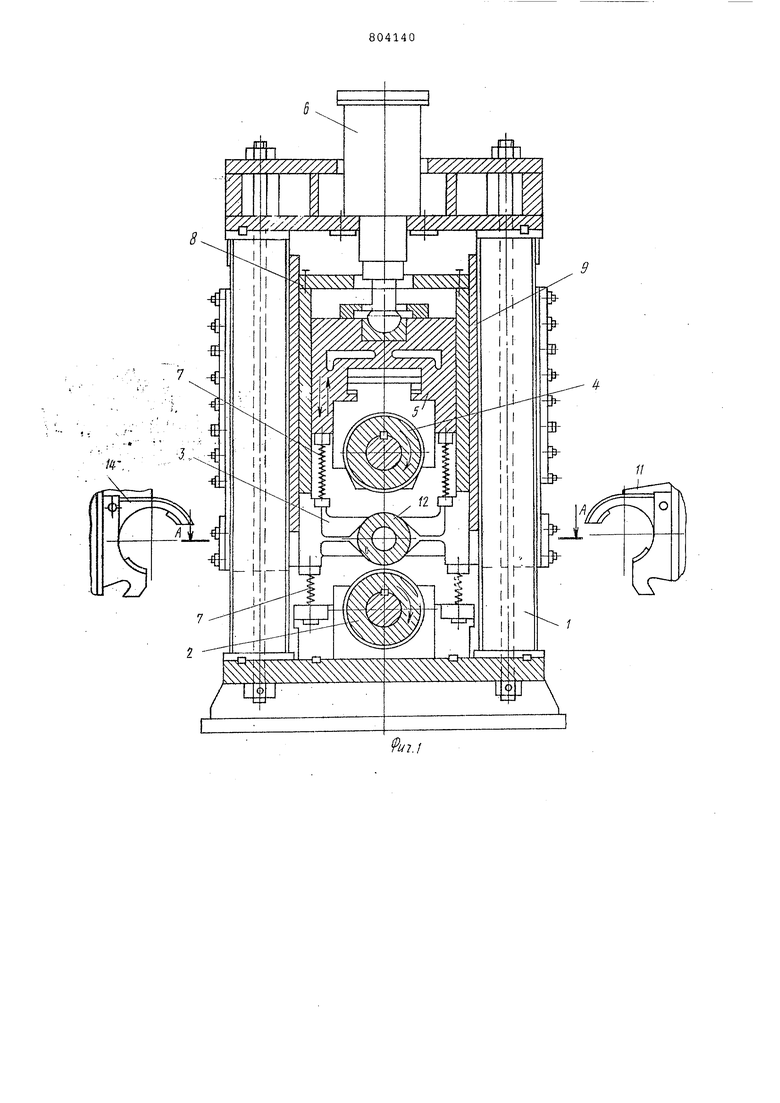
На фиг. 1 изображена рабочая клеть продольный разрез} на фиг. 2 - разрез А-А на фиг. 1.
Рабочая клеть стана состоит из ртойки 1 станины открытого неподвижного валка-накатника 2, центровйтеля 3, верхнего подвижного валка-накатника 4 закрепленного на ползуне 5, рабочего гидравлического цилиндра б. Для уравновешивания центрователя 3 и ползуна 5 они смонтированы на пружинах 7. Две половины корпуса центрователя в верхней части стянуты общей плитой 8 и с четырех сторон поджимаются направляющими клиньями 9.
Внутри корпуса центрователя 3 расположен ползун 5, который движется по направляющим 10..
Клеть работает следующим образом.
Механическая рука.11 подает нагретую заготовку 12 на позицию накатки. Деталь зажимается в центрах 13 центрователя 3, и подается команда на рабочий цилиндр б, механическая рука 11 занимает исходное положение и начинается движение ползуна 5 вниз При этом пружина 7 снижается, верхний валок-накатник 4 касается заготовки 12 и подает ее вместе с центрователем 3 на неподвижный валок 2. Происходит прокатка профиля, и по достижении определенного размера подается команда на возврат ползуна 5 с валком-накатником 4 в исходное положение При этом ползун 5 с помощью штока гидроцилиндра б поднимается вверх и, касаясь, плиты 8, поднимает вверх до исходного положения центрователя 3. Механическая рука 14 захватывает прокатанную заготовку 12 и выдает на следующую операцию.
Выполнение направляющих внутри корпуса центрователя, по которым
движется ползун со встроенным в него верхним валком-наКатником и движение центрователя по направляющим станины дает возможность обеспечить увеличение длины направлений подвижных узлов, исключаетперекосы,, что ведет к улучшению качества продукции увеличивается долговечность и надежность .работы. Из конструкции центрователя исключается стяжка двух половин корпусов центрователей, что открывает доступ к зоне прокатки и позволяет механизировать загрузку и выгрузку заготовок.
Экономический эффект от внедрения предлагаемого устройства составит 206,5 тыс.р.
Формула изобретения
Рабочая клеть стана поперечной пркатки, содержащая станину со стойками, расположенные в станине пол.ун, связанный с гидроцилиндром, привод ползуна, закрепленный на ползуне верхний ваЛок, нижний валок, а также центрователь, установленный в корпус отлича.ющаяся тем, что, с целью повышения качества продукций и обеспечения механизации процессов загрузки и выгрузки деталей, она снабжена закрепленными на стойках ст НИНЫ н&.правляющими клиняьми, центров тель установлен с возможностью перемещения по направляющим клиньям перпендикулярйо оси. прокатки, а корпус центрователя выполнен с направляющим для перемещения ползуна, причем ползун выполнен с полостью, обращенной к центрователю, а верхний валок расположен в полости ползуна.
Источники информации., принятые во внимание при экспертизе 1. Разработка и внедрение процесса горячей накатки реборд на роликах T-1QO и закалка их с прокатного нагрева. Тема Г2-12 Гос.регистрации 69041218, Рубцовск, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечной прокатки | 1988 |
|
SU1538973A1 |
| Рабочая клеть стана поперечной прокатки тракторных катков | 1979 |
|
SU776726A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| ТРУБОПРОКАТНЫЙ СТАН | 1966 |
|
SU183693A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |