1
Изобретение относится к области машиностроения.
Известны устройства для переключения подачи отрезного суппорта на трубоотрезных станках, выполненные в виде переналаживаемых упоров, закрепленных на суппорте станка, и действующих в процессе движения на путевые выключатели.
Однако в указанных устройствах необходима переналадка положения упоров при изменении диаметров и толщин стенок обрабатываемых труб, что снижает производительность станка. Дополнительная потеря рабочего времени в этих станках происходит также за счет косвенного контроля начала и конца рабочей подачи.
С целью повышения точности и сокращения вспомогательного времени при обработке заготовок различных тилоразмеров, переключающий элемент выполнен в виде укрепленного на ползуне двуплечего рычага, одно плечо которого установлено ниже пильней образующей прижимного ролика, а второе плечо взаимодействует с бесконтактным датчиком.
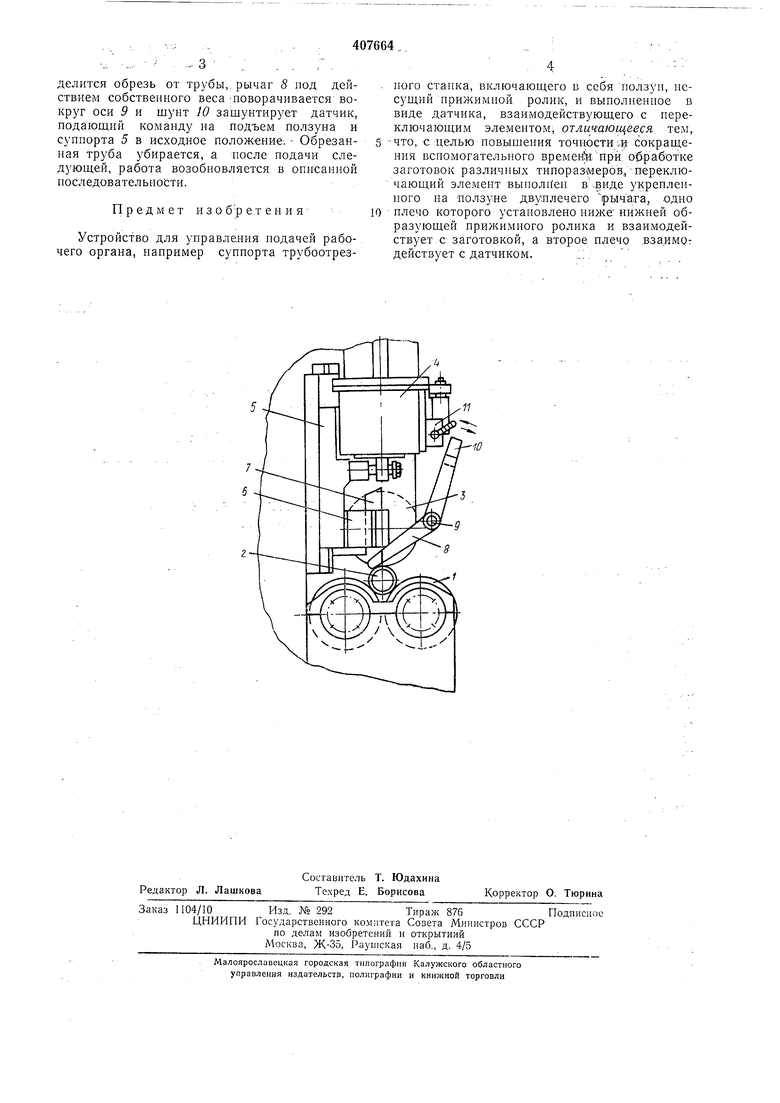
На чертеже изображено предлагаемое устройство, рабочее положение.
Устройство имеет два приводных ролика 1, на которые у1кладывается труба 2, ррижи.мной ролик 3, привод рабочей подачи 4, суппорт 5, несущнй резцедержатель 6 с отрезным резцом 7, двуплечий рычаг 8, установленный на оси Р, связанный через кронштейн с ползуном (на чертеже не показано). На верхнем плече рычага 8 установлен шунт W, входящий в прорезь бесконтактного датчика //. Устройство работает следующим образом. Нижнее плечо рычага 8 в исходном положении на несколько миллиметров ниже образующей прижимного ролика, а бесконтактный
датчик зашунтирован. Нриводом трубы в станке являются ролики 1, вращающиеся в одну сторону. Труба укладывается на приводные ролики / и прижимается к ним прижимным роликом 2, закрепленным в ползуне (на чертеже не показан). Вместе с ним движется внио суппорт 5 с резцедержателем 6 и отрезным резцом 7. Одновременно с ползуном перемещается вниз установленный на нем двуплечий рычаг 8. Как только нижнее плечо рычага 8 коснется трубы, рычаг ложится на конец трубы, подлежащий обрезке, последний повернется вокруг оси 9, и шунт W выйдет из прорези датчика //, дешунтируя его. К этому времени прижимной ролик ляжет на трубу, и
последняя начнет вращаться. Дешунтированный датчик 11 дает команду на подачу жидкости в привод 4 рабочей подачи суппорта 5 и резец 7 начнет резать трубу. Так как нижнее плечо рычага 9 опирается на конец
трубы, идущий в обрезь, то, как только отделится обрезь от труоы, рычаг о под действием собственного веса;поворачивается вокруг оси 9 и шунт 10 зашунтирует датчик, подающий команду на подъем ползуна и суппорта 5 в исходное положение. - Обрезанная труба убирается, а носле подачи следующей, работа возобновляется в описанной последовательности.
Предмет изобретения
Устройство для управления подачей рабочего органа, например суппорта трубоотрезпего станка, включающего в себя ползун, несущий прижимной ролик, и выполненное в виде датчика, взаимодействующего с переключающим элементом отличающееся тем, -что, с целью повышения точности и сокраи1,ения вспомогательного BpeMeHk при. обработке заготовок различных типоразадероВ;, переключающий элемент выпол(ен вчвиде укрепленного на ползуне двуплечего рычага, одно плечо которого установлено ниже нижней образующей прижимного ролика и взаимодействует с заготовкой, а второе плечо вза.имог действует с датчиком.,;:,
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Станок для обработки торца труб | 1984 |
|
SU1260163A1 |
| Станок для обработки труб | 1983 |
|
SU1144806A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Станок для обрезки труб | 1968 |
|
SU344694A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Станок для обработки труб | 1979 |
|
SU895596A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Отрезной станок | 1973 |
|
SU448074A1 |
