Изобретение относится к ультразвуковой дефектоскопии и может быть использовано для контроля цилиндрических изделий.
Известно устройство для ультразвукового контроля цилиндрических изделий, содержащее планшайбу, датчик, установленный на планшайбе, и центробежные грузы, перемещающиеся в направляющих, укрепленных на планшайбе.
Однако, при переходе с одного диаметра контролируемого изделия на другой необходимо осуществлять регулировку и балансировку датчиков с балансирующими грузами.
Предложенное устройство отличается тем, что оно снабжено двумя диаметрально расцоложенными относительно оси вращения планшайбы подвижными рамками, перемещающимися в направлении, перпендикулярном направлению перемещения грузов, двухзвенными шарнирными тягами, связывающими эти рамки и имеющими средние шарниры, соединенные с центробежными грузами, и ползунами, размещенными в рамках установочно подвижно в направлении перемещения рамок. Датчики связаны упругими элементами, например пружинами, и укреплены на ползунах.
Это позволяет повысить производительность контроля.
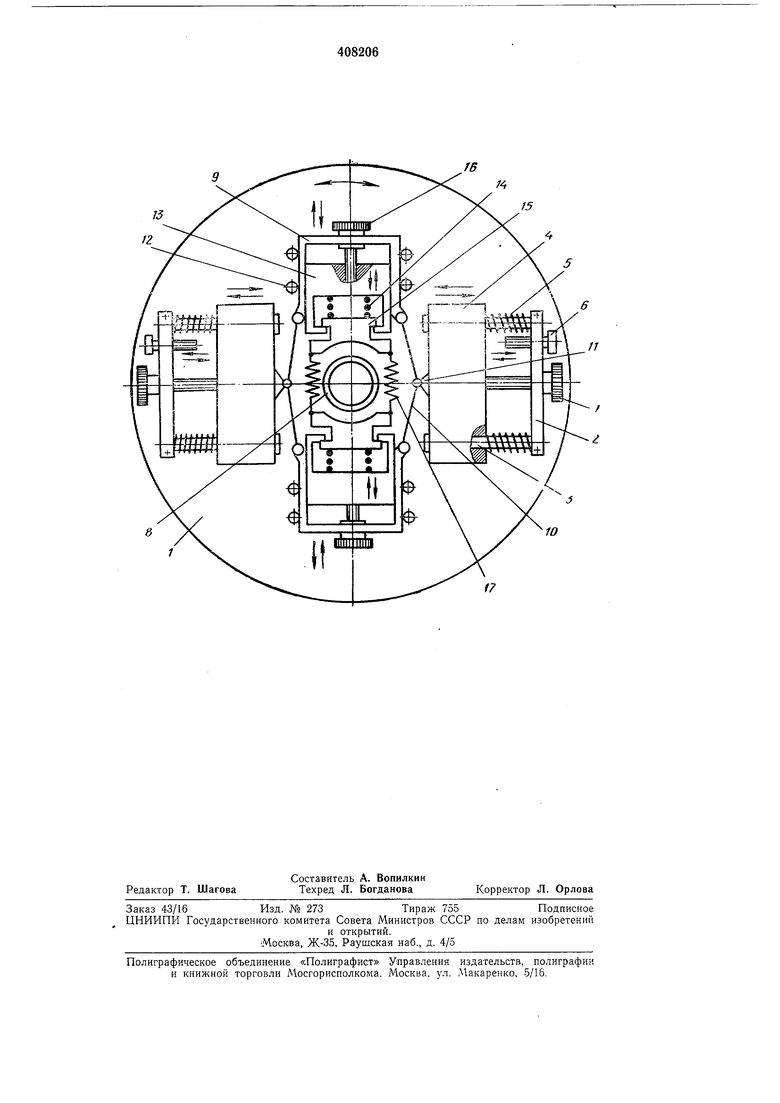
На чертеже показано предложенное устройство.
Оно состоит из привода, управляющего фотоэлементами (на чертеже не показаны), планшайбы 1, на которой жестко крепятся кронштейны 2 с направляющими 3. На последних подвижно посажены центробежные грузы 4, подпружиненные относительно кронштейнов 2 пружинами 5.
На кронштейнах 2 установлены регулируемые упоры 6 для регулировки и ограничения хода центробежных грузов 4 и съемные винты
7для ручного перемещения центров грузов до упоров при настройке установки.
Центробежные грузы связаны с диаметрально расположенными относительно изделия 8 перемещающимися рамками 9 шарнирными двухзвенными тягами 10, средние шарниры 11 которых закрепляются на центробежных грузах 4. Перемещающиеся рамки 9 установлены в направляющих роликах 12 планшайбы.
8каждой рамке расположен ползун 13, соединенный через упругий элемент 14 с датчиком 15 и перемещающийся винтом 16 относительно рамки 9 при переходе с одного диаметра изделия 8 на другой.
Датчики 15 соединены пружинами 17, компенсирующими действие центробежных сил на датчики.
Устройство работает следующим образом.
От привода (на чертеже не показан) планшайба 1 получает вращение с определенным
числом оборотов, при котором датчики 15 находятся в разведенном относительно контролируемого изделия 8 состоянии. При входе изделия в зону контроля, датчик (на чертеже не показан) выдает сигнал на увеличение числа оборотов планшайбы 1 (сигнал на сведение датчиков 15), отчего центробежные грузы 4 начнут перемещаться по направляющим 3, ход которых ограничивают упоры 6, установленные на кронштейнах 2, сжимая пружины 5.
Одновременно с центробежными грузами 4 начнут перемещаться по направляющим роликам 12 шарнирно связанные двухзвенными тягами 10 рамки 9. Ход рамок, так же как и центробежных грузов 4, определяется положением упоров 6, установленных на кронштейнах 2. Этот ход постоянный для всего диапазона диаметров изделия 8. Вместе с роликами перемещаются датчики 15, связанные через упругие элементы 14 с ползунами 13.
Для настройки на определенный диаметр изделия 8 ползуны 13 устанавливаются на роликах 9 винтами 16 так, чтобы при опускании датчиков 15 на поверхность изделия обеспечить необходимое усилие прижатия их к изделию, а перед заходом изделия под датчики 15 - обеспечить зазор между трущимися поверхностями датчиков и поверхностью изделия.
При выходе изделия из зоны контроля другой датчик (на чертеже не показан) выдает сигнал на уменьщение числа оборотов планщайбы 1 (сигнал на разведение датчиков 15), отчего центробежные грузы 2 возвращаются в исходное положение под действием усилия пружин 5, а с ними отходят от изделия и датчики так же в исходное положение. После этого цикл повторяется.
Усилие пружин 17, связывающих датчики 15, компенсирует действие центробежных сил на датчики, чем обеспечивается в процессе контроля постоянное усилие прижатия их к изделию.
При переходе с одного диаметра контролируемого изделия на другой необходимо ползуны 13 установить на рамках 9 по шкалам (на чертеже не показаны) на соответствующий диаметр, после чего устройство готовится к работе. При помощи съемных винтов 7 производится опускание датчиков 15 на поверхность эталонной трубы (на чертеже не показано) для настройки их с установкой.
Предмет изобретения
Устройство к ультразвуковому дефектоскопу для контроля цилиндрических изделий, содержащее планшайбу, датчики, устанавливаемые па планшайбе, и центробежные грузы, перемешающиеся в направляющих, укрепленных на планшайбе, отличающееся тем, что, с целью повышения производительности контроля, оно снабжено двумя диаметрально расположенными относительно оси вращения планшайбы подвижными рамками, перемещающимися в направлении, перпендикулярном направлению перемещения грузов, двухзвенными щарнирными тягами, связывающими между собой эти рамки и имеющими средние шарниры, соединенные с центробежными грузами и ползунами, размещенными в рамках установочно подвижно в направлении перемещения рамок, а датчики связаны между собой упругими элементами, например пружинами, и укреплены на ползунах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля цилиндрических изделий (его варианты) | 1981 |
|
SU968746A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Манипулятор акустического блока для контроля цилиндрических изделий | 1990 |
|
SU1753411A1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ МЕТАНИЯ СНАРЯДОВ | 1927 |
|
SU7561A1 |
| Сканирующее устройство для дефектоскопии круглого проката | 1980 |
|
SU920515A1 |
| Устройство для внутритрубной роботизированной механической очистки поверхности трубопроводов | 2024 |
|
RU2837919C1 |
| Захватное устройство к погрузчику | 1978 |
|
SU749798A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Захватный орган кантователя | 1985 |
|
SU1284935A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |