й
4ii 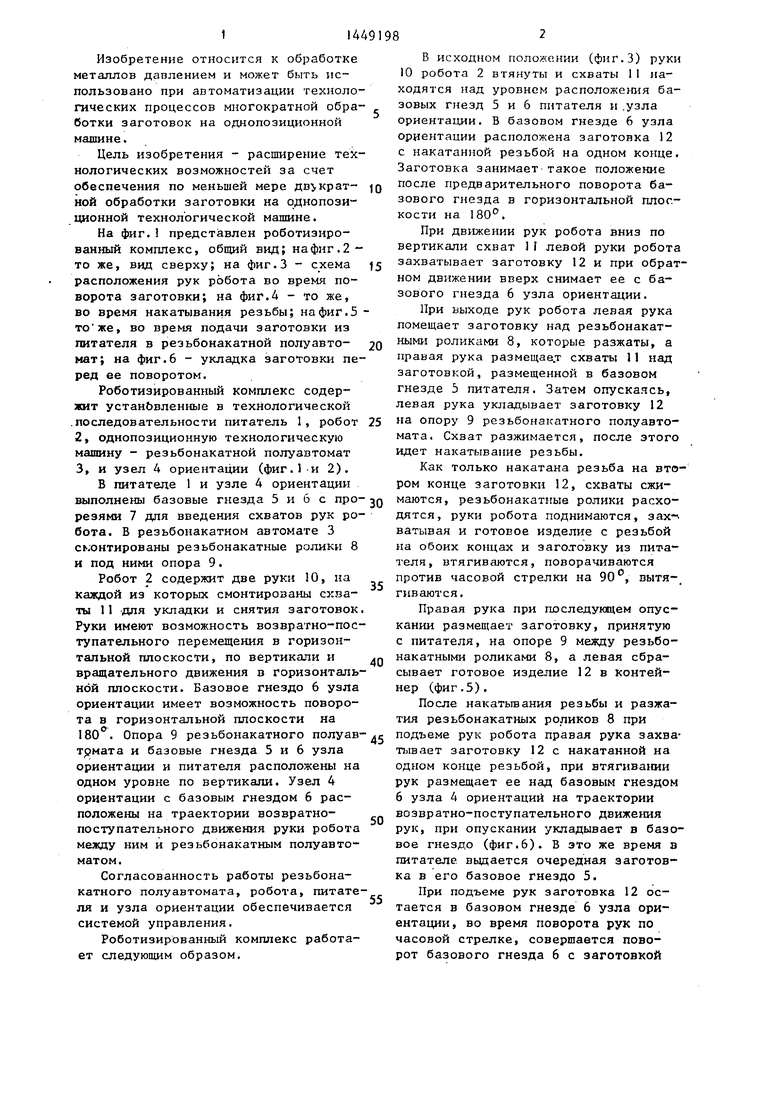
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Загрузочное устройство к резьбонакатным станкам | 1980 |
|
SU942937A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Приспособление для установки заготовки к резьбонакатному станку | 1976 |
|
SU597483A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации технологических процессов многократной обработки заготовок на однопозицион- ной машине. Цель изобретения - расширение технологических возможностей за счет обеспечения по меньшей мере двукратной обработки заготовки на однопозиционной технологической машине. Робот одной рукой берет заготовку из питателя, ведающего их по одной, другая находится в зоне обработки технологической машины. При повороте рук на 90 заготовка подается в зону обработки, а готовая деталь укладывается в технологическую тару. Заготовка, обработанная с одной стороны, ложится в узел ориентации, где она поворачивается на 180. Руки возвращаются в исходное положение. Одна рука подает деталь на вторичную обработку, а другая берет заготовку. 6 ил. (/;
СО 00
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации технологических процессов многократной обработки заготовок на однопозиционной машине.
Цель изобретения - расширение технологических возможностей за счет обеспечения по меньшей мере двукратной обработки заготовки на однопозиционной технологической машине.
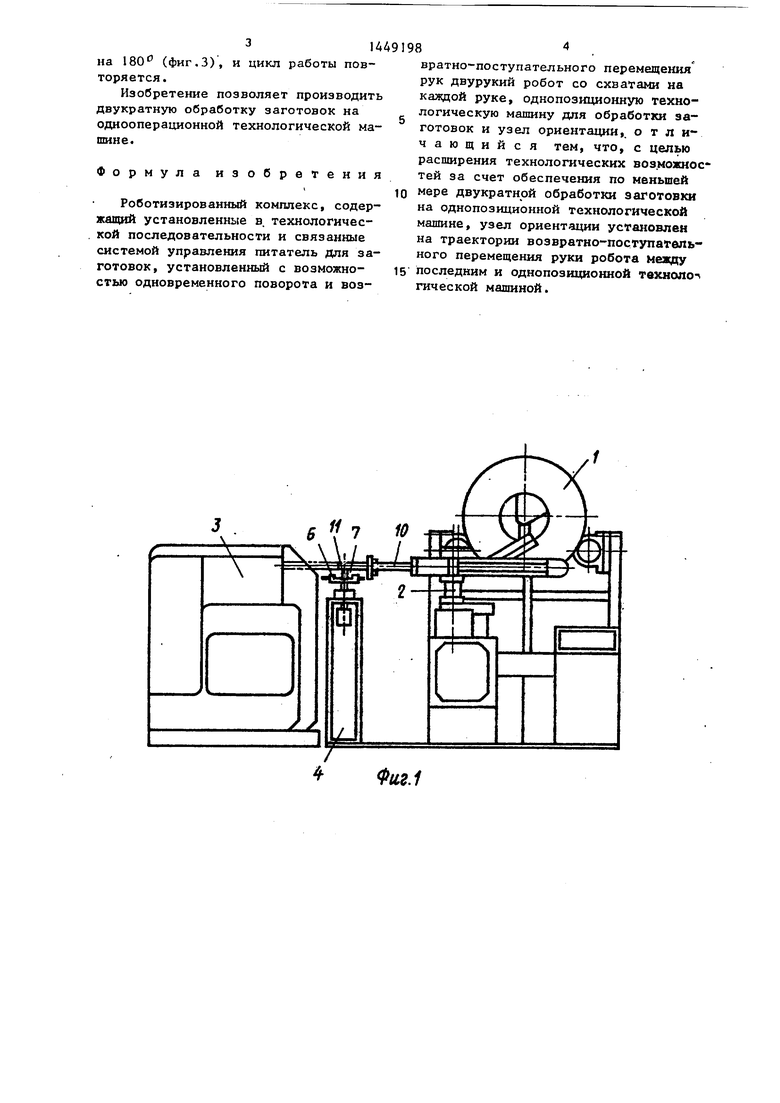
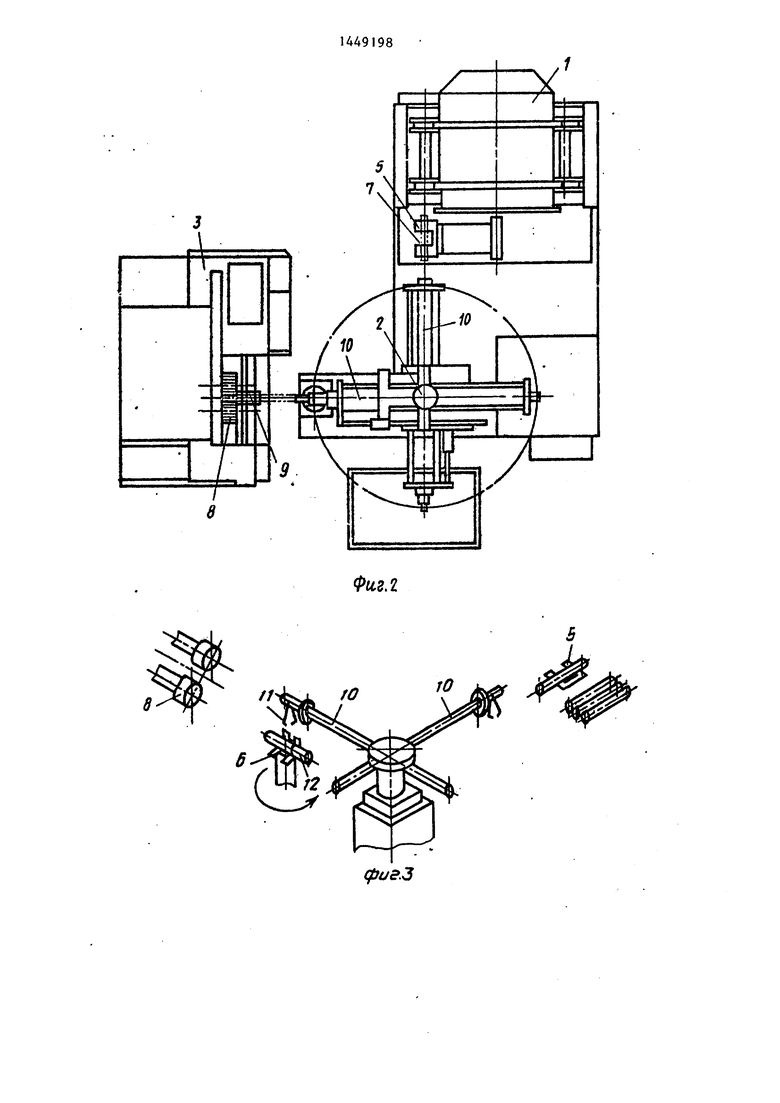
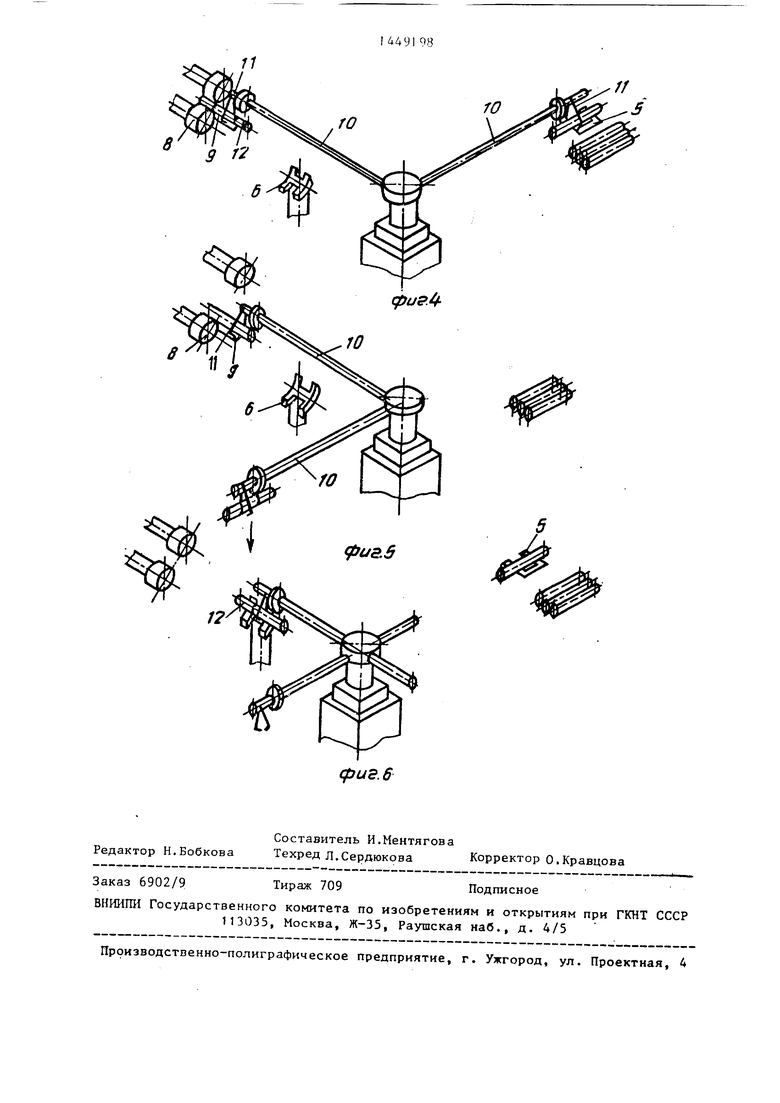
На фиг. представлен роботизированный комплекс, общий вид; на фиг. 2- то же, вид сверху; на фиг.З - схема расположения рук робота во время поворота заготовки; на фиг.Д - то же, во время накатывания резьбы; на фиг.5 то же, во время подачи заготовки из питателя в резьбонакатной полуавтомат; на фиг.6 - укладка заготовки перед ее поворотом.
Роботизированный комплекс содержит устанЬвленные в технологической .последовательности питатель 1, робот
2,однопозиционную технологическую машину - резьбонакатной полуавтомат
3,и узел А ориентации (фиг.1 и 2). В питателе 1 и узле А ориентации
выполнены базовые гнезда 5 и 6 с прорезями 7 для введения схватов рук робота. В резьбонакатном автомате 3 сконтированы резьбонакатные ролики 8 и под ними опора 9.
Робот 2 содержит две руки 10, на каждой из которых смонтированы схваты 11 -для укладки и снятия заготовок Руки имеют возможность возвратно-поступательного перемещения в горизонтальной плоскости, по вертикали и вращательного движения в горизонтальной плоскости. Базовое гнездо 6 узла ориентации имеет возможность поворота в горизонтальной плоскости на 180. Опора 9 резьбонакатного полуав- и базовые гнезда 5 и 6 узла ориентации и питателя расположены на одном уровне по вертикали. Узел 4 ориентации с базовым гнездом 6 расположены на траектории возвратно- поступательного движения руки робота между ним и резьбонакатным полуавтоматом.
Согласованность работы резьбонакатного полуавтомата, робота, питателя и узла ориентации обеспечивается системой управления.
Роботизированный комплекс работает следующим образом.
0
5
0
5
0
5
0
5
0
5
В исходном положении (фнг.З) руки 10 робота 2 втянуты и схваты 11 находятся над уровнем расположения базовых гнезд 5 и 6 питателя и .узла ориентации. В базовом гнезде 6 узла ориентации расположена заготовка 12 с накатанной резьбой на одном конце. Заготовка занимает такое положение после предварительного поворота базового гнезда в горизонтальной плоскости на 180.
При движении рук робота вниз по вертикали схват 1 I левой руки робота захватывает заготовку 12 и при обратном движении вверх снимает ее с базового гнезда 6 узла ориентации.
При выходе рук робота левая рука помещает заготовку над резьбонакат- ными роликами 8, которые разжаты, а правая рука размещае.т схваты 11 над заготовкой, размещенной в базовом гнезде Ь питателя. Затем опускаясь, левая рука укладывает заготовку 12 на Опору 9 резьбонакатного полуавтомата. Схват разжимается, после этого идет накатывание резьбы.
Как только накатана резьба на втором конце заготовки 12, схваты сжимаются, резьбонакатные ролики расходятся, руки робота поднимаются, зах- ватывая и готовое изделие с резьбой на обоих концах и заготовку из питателя, втягиваются, поворачиваются против часовой стрелки на 90, вытя- гиваются.
Правая рука при последующем опускании размещает заготовку, принятую с питателя, на опоре 9 между резьбо- накатными роликами В, а левая сбрасывает готовое изделие 12 в контейнер (фиг.З).
После накатьшания резьбы и разжатия резьбонакатных роликов 8 при подъеме рук робота правая рука захва- Т1лвает заготовку 12 с накатанной на одном конце резьбой, при втягивавши рук размещает ее над базовым гнездом 6 узла 4 ориентации на траектории возвратно-поступательного движения рук, при опускании укладывает в базовое гнездо (фиг.6). В это же время в питателе выдается очередная заготовка в его базовое гнездо 5.
При подъеме рук заготовка 12 остается в базовом гнезде 6 узла ориентации , во время поворота рук по часовой стрелке, совершается поворот базового гнезда 6 с заготовкой
на 180 (фиг.З), и цикл работы повторяется.
Изобретение позволяет производить двукратную обработку заготовок на однооперационной технологической машине.
Формула изобретения
Роботизированный комплекс, содержащий установленные в. технологической последовательности и связанные системой управления питатель для заготовок, установленный с возможностью одновременного поворота и воз144
1449198
вратно-поступательного перемещения рук двурукий робот со схватами на каждой руке, однопозиционную технологическую машину для обработки заготовок и узел ориентации,, о т л и- чающийся тем, что, с целью расширения технологических возможностей за счет обеспечения по меньшей
мере двукратной обработки заготовки на однопозиционной технологической машине, узел ориентации установлен на траектории возвратно-поступательного перемещения руки робота между
последним н однопознцнонной техноло- гической малшной.
te./
Фиг.г
cfjus.3
//
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
