Изобретение относится к конвейерным гальваническим ваннам с прерывистым скользящим перемещением обрабатываемых изделий при помощи двух комплектов токоподводящих катодных шин.
В предлагаемой конвейерной гальванической ванне работа производится беспрерывным потоком с автоматической загрузкой и разгрузкой ванны, что дает повышенную производительность и уплотнение рабочего дня при уменьшении обслуживающей рабочей силы и, кроме того, получается лучший постоянный контакт покрываемых изделий с катодом и устраняется истирание части наращенного металла при трении изделий между собою.
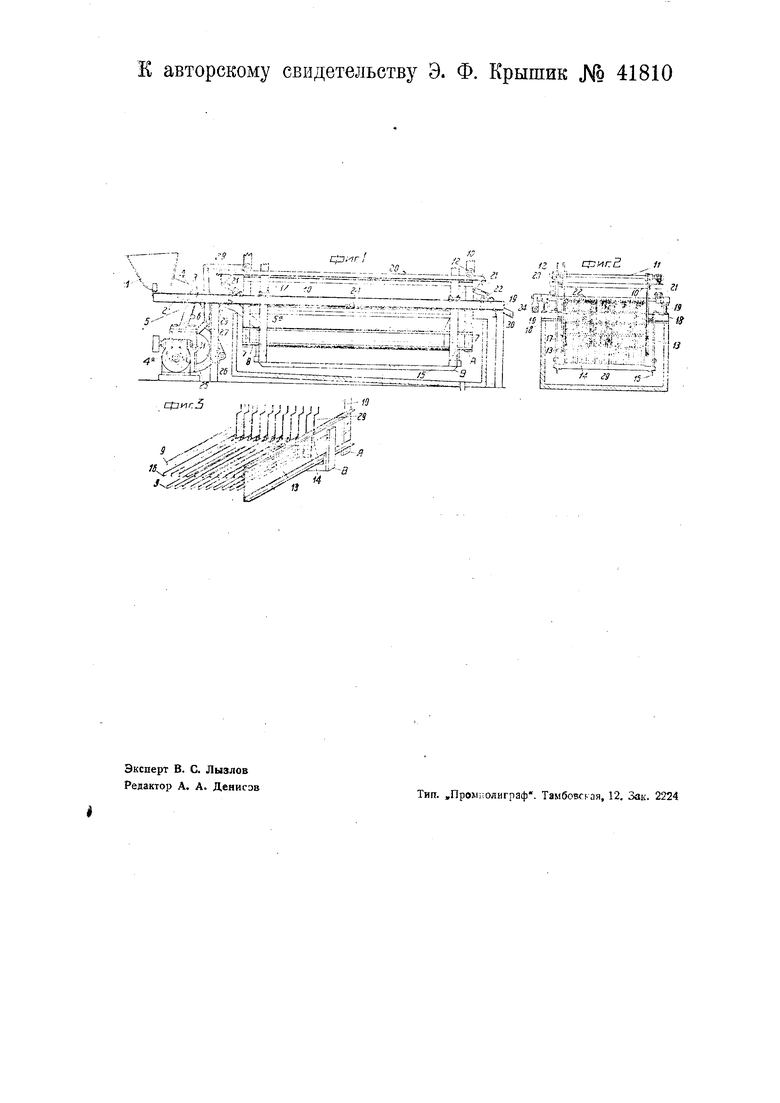
На чертеже фиг. 1 изображает вид спереди конвейерной гальванической ванны; фиг. 2-вид ее сбоку; фиг. 3 - перспективный вид комплектов шин неподвижных и подвижных.
В бункер 1 засыпаются изделия, которые по дну 2 вплотную подходят к передвижной стенке 3, около которой от урбвня дна бункера 2 ходит щит 4 подачи изделий. Щит 4 подачи изделий имеет вертикальное движение от эксцентриков 4а в направляющих 5, равное высоте передвижной стенки 3 с тем, чтобы изделия, которые на него
(308)
попали, когда он был в нижнем положении, при подъеме их наверх, упали на жолоб 5а, по которому они скатываются в ванну. Передвижная стенка 3 закреплена на шарнире 6, ее полосы входят в промежутки между полосами щита 4 подачи и в зависимости от того, как она установлена, определяется площадка подачи, от которой зависит количество изделий, подаваемых в ванну за одно движение.
С жолоба 5а изделия попадают на конвейер, состоящий из двух частей: подвижной части 4 и неподвижной .
Подвижная часть Л состоит из основ 7, скрепленных между собой угольниками 8; в основы закреплены комплекты шины 9, расстояние между которыми сделано таким, что изделия в них провалиться не могут.
По краям основ 7 прикреплены полосы 10, в которые через изоляцию (для изолирования транспортера от всей массы) закреплены оси 11, на которых по концам находятся ролики 12.
По сторонам подвижной части А конвейера находятся щитки 13, закрепленные на полосах 10 и предназначенные препятствовать сваливанию изделий по краям конвейера.
Неподвижная часть 5 конвейера .,-;,--, K-Iфиг I f-J fe y-r ---;L:--4 -- ..5E:ZiZji lI zZz .. j U, ;| Т -;(: 1 V , -V . П- л .-).i-jlhl h.......«. ОСГ;- Й.| %------™ ffyj 1. lU g |gl:: сригЗ . , /г г-;/ f Г; CpMrC // S I il .---t,: -f-:. : t :5гУ П jl:i/ -|ri; ;;: , ,./v. i, f k II Й 5;;ii H er 4 i |JL - Д:У
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| КАССЕТНО-КОНВЕЙЕРНАЯ УСТАНОВКА | 1973 |
|
SU389932A1 |
| Роторный конвейер для изготовления строительных изделий | 1986 |
|
SU1412966A1 |
| Поточная линия для производства сварных изделий | 1974 |
|
SU507419A1 |
| АВТОМАТИЗИРОВАННЫЙ ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ И ЗАРЯДКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ИХ ПОТОЧНОМ ПРОИЗВОДСТВЕ | 2005 |
|
RU2287884C1 |
| Передвижное ограждение закладочногоМАССиВА | 1979 |
|
SU840408A1 |
| Способ разработки россыпных месторождений и самоходный передвижной конвейер для его осуществления | 1985 |
|
SU1262037A1 |
| Конвейерная линия формования объемных элементов | 1980 |
|
SU937150A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |