1
Изобрегение отнооигся к обласги литейного производства, в часгности к оборудованию для литья под низким элекгромагнигным давлением.
Известно устройство для литья под низким электромагнитным давлением, содержащее раздаточный тигель, плоский линейный индукционный насос индуктор которого расположен о внешней стороны стенки тигля, и форму, соединенную на выходе с металлопроводом устройства.
Однако значительный немагнитный зазор и уменьшение плотности тока, наводимого в устье канала насоса, осложняют получение большего напора в таком устройстве.
Цель изобретения - улучшение заполнения литейной формы металлом.
Это достигается тем, что тирель выполнен в виде двух камер, соединенных меящу собой каналами.
меащу камерами и каналатйз расположено вертд1шльноеокно, в котором размещен керн замкнутого маг.шатопровода о первичной обмоткой индукционного нагреваа еля печи, при этом ось начальной фазы индуктора трехфазного индукционного насоса проходит через межканаяьнее пространство нагревателя, пря этом индуктор нагревателя вк/лочен санфазно с начальной фазой мндукfopa насоса (ось фазы нормаль проведенная через середину кагушки этой фазы). В футеровку мгля вдоль канала иидукцаонного нагревателя вмонтирован металличес1шй стержень, один конец которого закреплен, а другой, например, через систему рычагов связан с установленным в направляющих анду1стором насоса. Участок межканального пространства нарревателя выполнен закрытым, непосредственно переходящим в канал насоса Изобретение позволяет повксить создаваеьйый насосом напор при сбхранении высокой управляемости процесса.
На чертеже приведен общий зид устроЁсгва о двухкамерной тигельной печью.
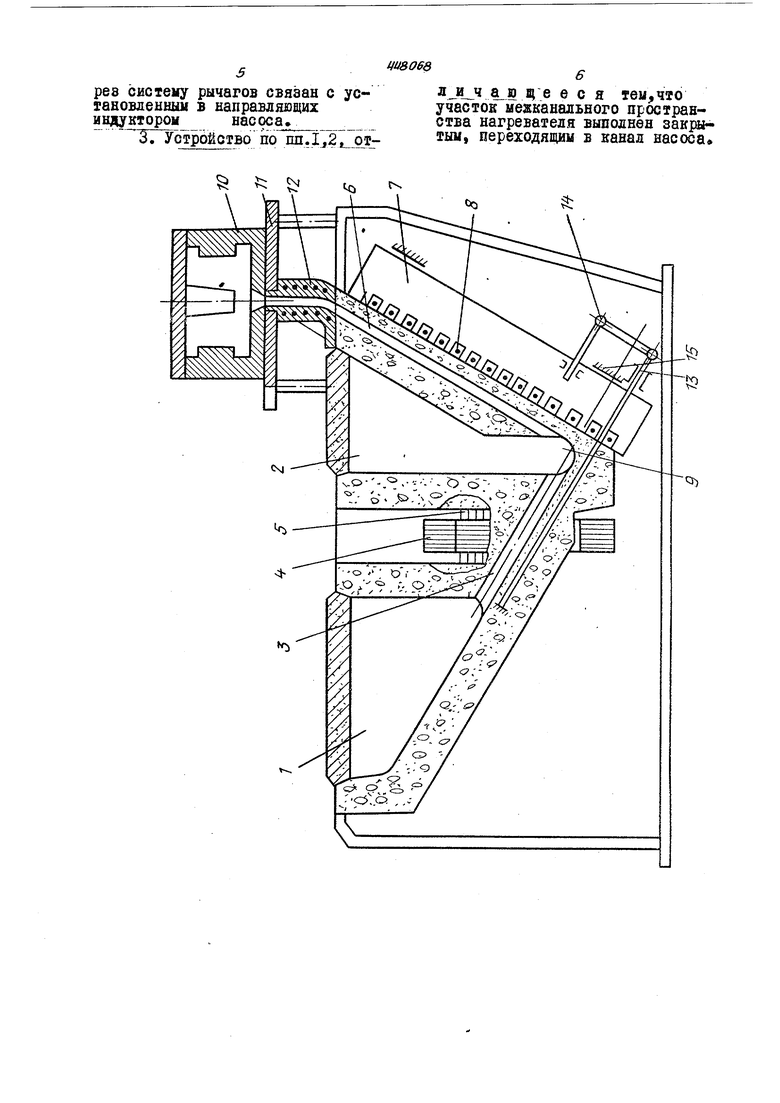
Устройство состоит ИЗ индукодоыной канальной ne4Hj образованной футерованным тиглем о двумя камерами I и 2, соединенными двумя канала1ли 3, которые могут быть параллельными или сходящимися к межканальному пространству. Б средней части тигля между камерами и каналами выполнено вертикальное окно, в котором размещен керн замкнутого магштопровода 4 с первичной обмогкой 5 индукционного нагревателя печи. 3 футеровке пеоедней стенки тигля выполнен плоский канал 6 металлопровода индукционного насоса, индуктор 7 которого установ;1ен с внешней стороны этой стенки. Фазные обмотки В индуктора уложены в пазы мавнитопровода со стороны стеьжи тигля. Каналыиндукционного нагревателя и электромагнитного насоса образ тот меаасанальное пространство 9.
Литейная форма10 установлена на столе il и соединена с каналом металлопровода посредством обогреваемого переходника 12.
Вдоль канала ивдукпдонного нагревателя в футеровку вглонтирован металлический стержень 13, один конец которого закреплен, а другой опирается, например, на рычажную систе1лу i4, связанную с индуктором насоса, установленного на направляющих 15. Возможно применение нескольких стеожней, устанавливаеглых вдоль каналов индукционного нагреваете ля.
Предлагаемое устройство работает следующим образом. В разогретую печь заливают жидкий металл и на обмотку индукционного нагревателя подают напряй:ение. В канслах 3, замкнутых металлом, находящимся в камерах I и 2, как в короткозамкнутом витке инд1;уктируются токи, нагревающие этот металл. Форма 10 устанавливается на столе II и закрепляется. Процесс заполнения формы металлом осуществляется путем подачи на индуктор 7 трехфазного напряжешя. Возникающая при этом волна бегущего магнитного поля, взаимодействуя с токами, наводимыми этим полем в металле канала 6, создает силы, перемещающие металл в направлений движения
поля. Одновременно бегущее поле взаимодействует с юками, наведенными индукционным нагревателем в межканальном пространстве. Ток в
этом пространстве в результате насгройки совпадает по направлению и до фазе с токами, наведенными бегущим магнитным полем насоса, что создает дополнительные силы
перемещающие металл из емкости тигля в форму.
Совпадение наведенных токов по фазе и направлению достигается включением индукционного нагрева.теля в цепь фазы индуктора насоса с последующей наладочной подстройкой фазосдвигающими элементами, HanpHAiep конденсаторами, Автоматическая стабилизация
сдвигафаз, необходимая вследствие изменения температуры, а следовательно и активного сопротивлешя металла в гигле осуществляется путем перемещения индуктора
7 вдоль канала 6. Это перемещение происходит в результате нагрева и удлинення стержня 13, опирающегося на систему рычагов 14.
-ПРЕДМЕТ ИЗОБРЕТЕНИЯ
I Ллавильно-заливочное устройство для литья под низким электромагнитным давлением, ВКЛЕЬ чающее печь с ищгукционшж канальным нагревателем и трехфазный линейннй индукционный насос, индуктор которого расположен с внешней стороны сгенки тигля,о т л и ч аю щ е е с я тб1,что,с целью улучшения заполнения литейной формы ме-
таллом,тигель выполнен в виде двух камерJ соединенных между собой каналами, между камерами и каналами расположено вертикальное окно, в котором-размещен керн
замкнутого магнитопровода с первичной обмоткой индукционного нагревателя печи, при этом ось начальной фазы индуктора трехфазного линейного идЕо кционного наcoca проходи-г через межканальное пространство нагревателя, расположеьшое на расстоянии, не превышающем глубину проникновения тока, индуктируемого в расплаве вн-.
дуктором насооа, а индуктор на- гревателя подключен синфазно с начальной фазой индуктора насоса, 2. Устройство по п.1,0 т л и г чающееся тем, что в футеровку тигля вдоль канала индукционного нагревателя вионтирован металлический стержень,один конец которого закреплен,а другой че-
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1973 |
|
SU406636A1 |
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1972 |
|
SU419313A1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Способ перемешивания металла в индукционной тигельной печи | 2021 |
|
RU2779469C1 |