.Изобретение относится к литейному -Производству, в частности к оборудованию для получения отливок под электромагнитньм давлением.
Известна установка для литья под электромагнитным давлением, содержавая плавительно-раздаточную печь, электромагнит, металлопровод и. литей иую форму {1.
Недостатком этой установки являет ся засорение окисными пленками и неметаллическими включениями i-образного металлопровода в местах перегибов, необходимость интенсивного подогрева мгталлопровода, имешцего значительную длину, а также низкая эффективность плоского линейного индукционного насоса, поскольку плотность тока, ин дуктируемого индукционным нагревателем и проходящего через плоский канал месаллопровода, имеет малую веЛ1чину по сравнению с. плотностью тока в каналах индукционного нагреватет.
Наиболее близким по технической сушности к изобретению является установка для литья под электромагнитаал давлением, включающая индукционную канальную раздаточную печь с 11-образньм каналом, электромагнит с
двумя обмотками, питаемьми переменtt t током, с общим разомкнутым магнигопроводом, и ме аллопроводом, сочлеf. ненный.одним концом с каналом печи, а другим с литейнойформой 2.
Недостатком данной установки йвляется низкая стойкость металлопровода в расплаве металла. Металлическая, . электропроводная часть металлопрово10да, по которой протекает электрический ток, быстро разрушается в распла-. ве, а керамические материалы дороги и обладают малой термической стойкостью (например карбид кремния). Кроме
15 того,вертикальное расположение .каналов магнитодинамического насоса существенно увеличивает высоту расположения литейных форм и вызывает нет удобства обслуживания при пополнении
20 тигля установки расплавом, посколько питейная, форма на: одится над тиглем-i
Цель изобретения - увеличение срока службы металлопровода и улучшение условий обслуживания установки.
25
Поставленная цель достигается тем, ° что -в установке, включающей индукционную канальную раздаточную печь с 1Ьобразньм каналом, электромагнит с
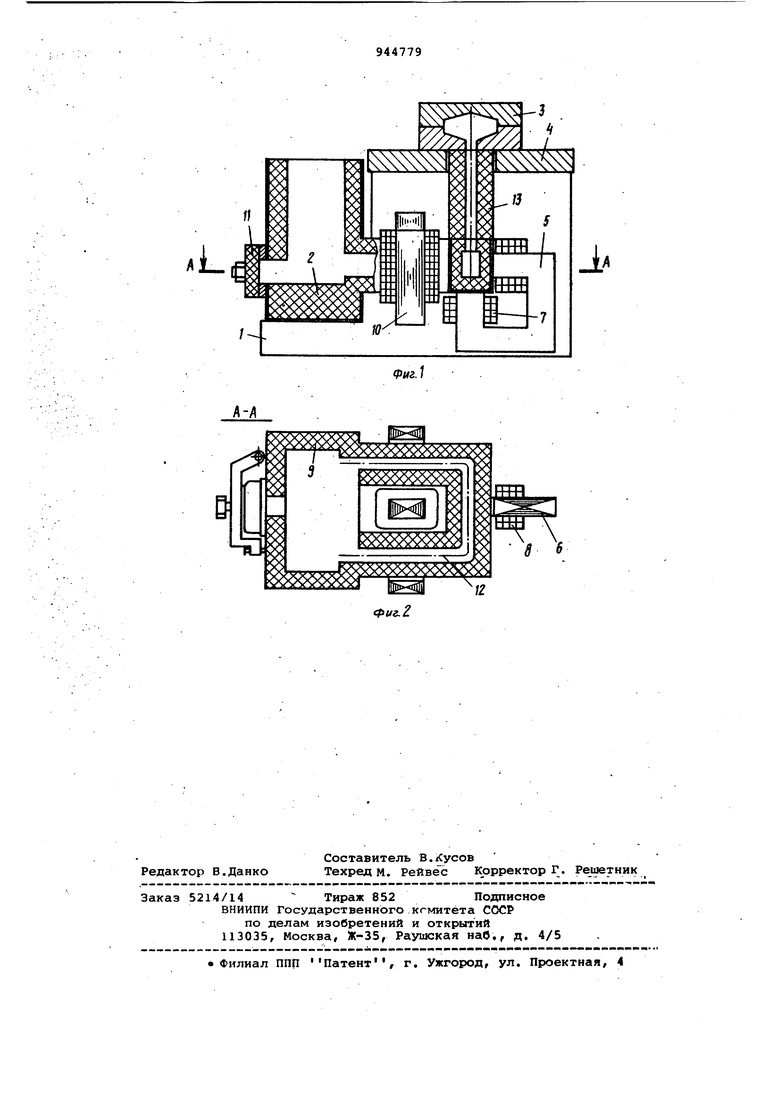
даумя обмоткгши, питаемыми перемегиньм 30 током, с общим разомкнутый магиитопроводом, и металлопроводом, сочлененный одним концом с каналом печи, а другим с литейной формой, полюсные наконечники электромагнит расположе ны под прямым углом друг к другу и охватывает зону канала, сочлененную veтaллoпpioвoдoм с литейной формой. На фиг. 1 представлена предлагаемая установка; на фИг, 2 - разрез А-А на фиг. 1. К станине 1 установки крепится ин дукционная канальная раздаточная печ 2, литейная форма 3, расположенная на плите 4, и электромагнит 5, COCTO ящий из разомкнутого магнитопровода и обмоток 7 и 8. Индукционная канальная раздаточная печь 2 состоит из футерованного тигля 9,индуктооа 10, сливного устройства 11, П-рбразного канала 12, герметично сочлененного с металлопро водом 13. Установка работает следующим обра . зом. . Устанавливают литейную форму на плиту 4, после чего заполняют емкост тигля 9 расплавом. Затем на обмотки катугчек индуктора и электромагнита подают соответствующие напряжения пе ременного тока, осуществляя нагрев расплава до требуемой по технологии температуры. Нагрев расплава осущеставляютв режиме, при котором уровен расплава в металлопроводе опускается до уровня расплава, циркулирующего, в П-образном канале, в результате взаимодействия электромагнитных полей: тока, протекающего в П-образном кана ле, и электромагнита, что препятству ет разрушению материала металлопровода при контакте с расплавом и охлаждению расплава в нем. После нагре ва расплава, до требуемой по технологии температуры переключают обмотки электромагнита в противофазу и подаю на обмотки 7 и 8 катушки регулируемое напряжение, в результате чего жидкий металл заполняет литейную фор му- и затвердевает в ней под избыточным давлением. После затвердевания отливки переключают катушки электромагнита на работу в первоначальный режим, вследствие чего происходит сброс жидкого ме7алла из металлопровода в емкость тигля. Затем разбирают форму и извлекают отливку. При остановке установки остатки расплава из раздаточной печи сливают через отверстие сливного устройства 11. Применение в предлагаемой установ ке электромагчги;-а с расположением по люсных наконечников магнитопровода под углом 90 друг к другу, охватьовающих зону канала, сочлененную металлопроводом с литейной формой, значительно увеличивает срок службы металлопровода, поскольку расплав контактирует с материалом металлопровода не длительное время, как в известных установках, а только при формировании отливки в литейной форме. Значительно улучшается также обслуживание установки, поскольку пополнение тигля печи осуществляют вне зоны-литейной формы, расположенной ниже, чем в известных установках. Кроме того, в предлагаемой установке в зоне канала, охватываемой полюсными наконечниками, образуется интенсивная циркуляция расплава, что способствует увеличению перемешивания расплава как в тигле раздаточной печи, так и в металлопроводе, в то время как в известных установках с П-образным каналом нагрева перемешивание расплава в тигла раздаточной печи и в металлопроводе осуществляется только за счет конвективных потоков. .Предполагаемая технико-экономическая эффективность от внедрения одной предлагаемой установки при литье под низ- , КИМ давлением отливок корпусных детаей на предприятии НИИКП за счёт увеличения срока службы металлопроводов на 80% и улучшения удобства обслужиания составит 30 тыс. руб. в год. Формула изобретения Установка для литья под электромагнитным давлением, включающая индукционную канальную раздаточную цечь с П-образным каналом, электромагнит с двумя обмотками, питаемыми переменным током, с общим разомкнутым магнитопроводом, и ьеталлопроводом, сочлененный одним концом с каналом печи, и другим с литейной формой, отличаю-щ а я с я тем, что, с увеличения срока службы металлопровода и улучшения условий обслуживания установки, полюсные наконечники электромагнита расположены под прямым углом един к другому и охватывают зону канала, сочлененную металлопроводом с литейной формой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 448068, кл. В 22 D 27/14, 1975. 2.Авторское свидетельство СССР 639641, кл. В 22 D 27/14, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Установка для литья под низким электромагнитным давлением | 1986 |
|
SU1419801A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU899261A1 |
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ РАЗДАТОЧНАЯ ПЕЧЬ | 1988 |
|
RU2007682C1 |
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| Индукционная канальная печь для плавления,обработки и разливки жидкого металла | 1983 |
|
SU1072574A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |