1
Изобретение относится к области сварки.
Известна установка для сварки продольных швов, преимущественно коротких листов и обечаек, содержащая сварочную головку и установленную на основании поворотную в горизонтальной .плоскости балку с шовоформирующей подкладкой, а также расположенные по обе стороны от нее две продольные балки, на каждой из которых на осях смонтировано по ряду двуплечих поворотных клавишных прижимов с механизмами их поворота.
Однако известпая установка не обеспечивает высокого качества сварки, из-за колебания в процессе сварки усилия прижима кромок свариваемого изделия к подкладке.
Для повышения качества сварки в .предлагаемой установке механизм поворота клавишных прижимов каждого ряда выполнен в виде системы лодвижных и неподвижных блоков, соединенных канатом с приводом его натяжения, установленным па продольпой бал«е, причем неподвижные блоки, число которых .превышает число клавиш в ряду на единицу, смонтированы на осях, закрепленных на вертикальной плоскости продольной балки со стоРОНЫ, противоположной расположению балки с шовоформирующей подкладкой, с интервалом, равным ширине одного клавишного прижима, подвижные блоки смонтированы на дополнительных планках, каждая из которых
шарнирно соединена со свободным плечом клавишного прижима, при этом ось каждого подвижного блока делит расстояние по горизонтали между осями неподвижных блоков пополам и смещена по высоте относительно осей неподвижных блоков на величину, по крайней мере, превышающую толщину свариваемых листов, причем оси поворота каждого клавишного прижима смещены относительно друг друга так, что усилия на каждом клавишном прижиме равны.
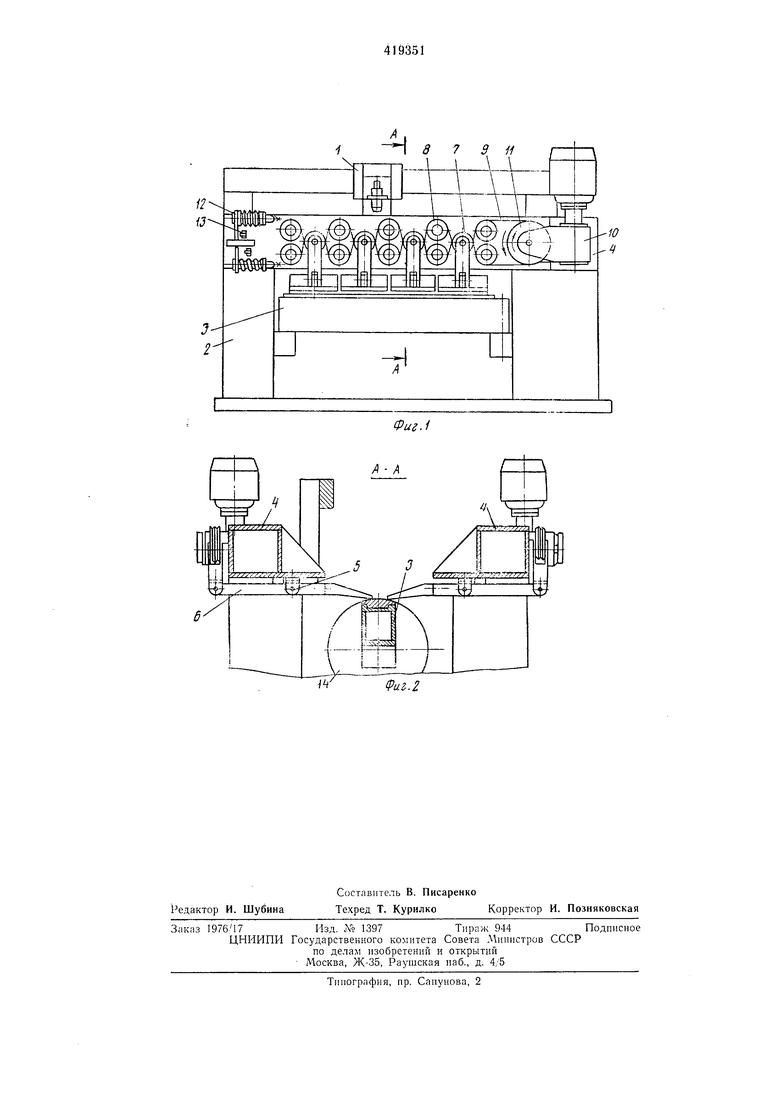
На фиг. 1 схематично показана предлагаемая установка, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1 с частичным выровом.
Установка содержит сварочную головку 1 и установленную на основании 2 поворотную в горизонтальной плоскости балку 3 с шовоформирующей подкладкой. Н,а каждой продольной балке 4 на осях 5 смонтировано по ряду двуплечих поворотных клавишных прижимов. 6. Механизм поворота клавишных прижимов каждого ряда выполнен в виде системы подвижных блоков 7 и неподвижных блоков 8, соединенных канатом 9 с приводом 10 его натяжения, установленным на продольной балке 4. Подвижные блоки 7 попарно смонтированы на дополнительных планках, шарнирно соединенных со свободными .плечами клавишных прижимов 6. Неподвижные блоки в, число которых превышает число клавиш в ряду нэ
единицу, попарно смонтированы на осях, закрепленных на вертикальной плоскости каждой продольной балки 4 со стороны, противоположной расположению балки 3 с шовоформирующей подкладкой, -с интервалом, равным ширине одного клавишного прижима.
Ось каждого подвижного блока 7 делит расстояние по горизонтали между осями неподвиж-ных блоков 8 пополам и смеш,ена по высоте относительно осей неподвижных блоков ва величину, по крайней мере, превышаюпдую толш,ину свариваемых листов. Один конец каната 9 соединен с барабаном 11, поворачиваюш,имся с помощью привода 10, который содержит редуктор с самотормозяш:ей передачей. Другой конеп каната 9 присоединен к пружинному динамометру 12, воздействующему при натяжении кантата на электрический выключатель 13. Электрический выключатель 13 включен в цепь питания электродвигателя, входящего в привод 10 иатяжения каната. Канаты 9 крепят к барабану М в диаметральных точках. Оси 5 поворота клавишных прижимов 6 делят клавишные прижимы на плечи, при которых компенсируются потери на трение в механизме поворота клавишных прижимов или получаются нужные усилия на клавишных прижимах, подчиняющиеся заданному закону.
На предлагаемой установке сваривают изделие 14.
Установка работает следующим образом.
Сначала выполняется подъем клавишных лрижимов 6 для закладки свариваемого изделия 14 на поворотную в горизонтальной плоскости балку 3 с щовоформирующей подкладкой.
Для этого включается привод 10, наматывающий на барабан 11 нижний конец каната 9 и сматывающий с него верхний конец этого каната. Зажим кромок изделия 14 осуществляется вр1ащением барабана 11 в обратную сторону, нри этом на наматывается верхний конец каната и сматывается с него нижний конец. По достиж ении нужного усилия натяжения верхнего конца каната пружинный динамометр 12 нажимает на электрический выключатель 13, отключающий электродвигатель привода 10 натяжения каната. Наличие в приводе 10 самотормозящей передачи обеспечивает постоянство усилия натяжения ка.ната и тем сал1ым обеспечивает сохранение усилия прижима клавищных прижимов 6 к балке 3.
Последовательное соединение всех блоков 7 8 канатом 9 и соответствуЕощее размещение
осей 5 поворота клавишных прижимов 6 позволяет получить одинаковое усилие прижима кромок свариваемого изделия 14 всеми клавишными прижимами 6. После -прижима кромок изделия 14 к балке 3 включается сварочная головка и начинается сварка изделия. По окончании сварки включается привод 10 натяжения каната,, подпимающий клавишные прижимы 6 в исходное положение, и производится съем сваренного изделия :14 с установки.
Так как в предлагаемой установке зажим кромок свариваемого изделия осуществляется с помощью механической системы, то это позволяет использовать предлагаемую установку для сварки в вакууме или контролируемой газовой атмосфере.
Предмет изобретения
Установка для сварки продольных щвов, преимущественно коротких листов и обечаек, содержащая сварочную головку и установленную на основании новоротную в горизонтальпой плоскости балку с щовоформирующей подкладкой, а также расположенные по обе стороны от нее две продольные балки, на каждой из которых на осях смонтировано по ряду двуплечих поворотпых клавишных прижимов
с механизмами их поворота, отличающеес я тем, что, с целью повышения качества сварки, механизм поворота клавищных прижимов каждого ряда выполнен в виде системы подвижных и ненодвижных блоков, соединенных канатом с приводом его натяжения, установлеииым на продольной балке, причем неподвижные блоки, число которых нревышает число клавищ в ряду на единицу, смонтированы на осях, закрепленных на вертикальной
плоскости продольной балки со стороны, противоноложной расположению балки с щовоформирующей подкладкой, с интервалом, равным ширине одного клавишного прижима, подвижные блоки смонтированы на дополнительных
планках, каледая из которых шарнирно соединена со свободным плечом клавишного прижима, при этом ось каждого подвижного блока делит расстояние по горизонтали между осями неподвижных блоков нополам и смещена по высоте относительно осей неподвижных блоков на величину, оо крайней мере, превыщающую толщину свариваемых листов, причем оси поворота каждого клавишного прижима смещены относительно друг друга так, что
усилия прижима на каждом клавишном прижиме равны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для механической резки и сварки встык тонких листовых полос | 1986 |
|
SU1389974A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1985 |
|
SU1266697A1 |
| Устройство для сборки и сварки хребтовых балок железнодорожных вагонов | 1977 |
|
SU722713A1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
fpaz.Z
