I
Изобретение относится к области сварки, а именно к конструкции устройства для сборки и сварки хребтовых балок железнодорожных вагонов.
Известно устройство для сборки и сварки хребтовых балок железнодорожных вагонов, содержащее основание, на котором смонтированы опоры и прижимы для собираемой балки, выполненная в виде желоба шовоформирующая подкладка с приводом ее поджима к обратной стороне шва, выполненным в виде нескольких равномерно расположенныхь вдоль основания силовых цилиндров, штоки которых шарнирно соединены с флюсовой подушкой, шаблоны для формирования внутреннего размера балки, а также расположенную вдоль устройства направляюш,ую со сварочными автоматами 1.
Недостатком известного устройства является то, что оно не обеспечивает требуемого качества сварки балок, так как нет предварительного прогиба балок.
Цель изобретения - повышение качества сварки балок путем обеспечения их предварительного прогиба.
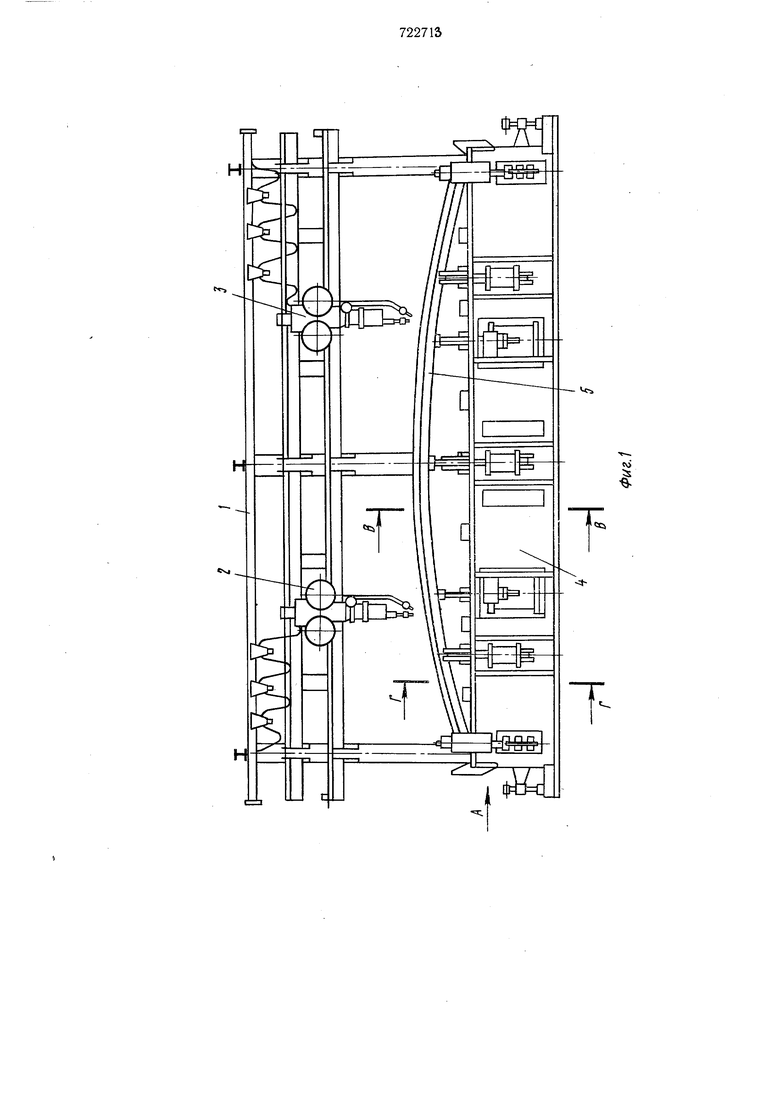
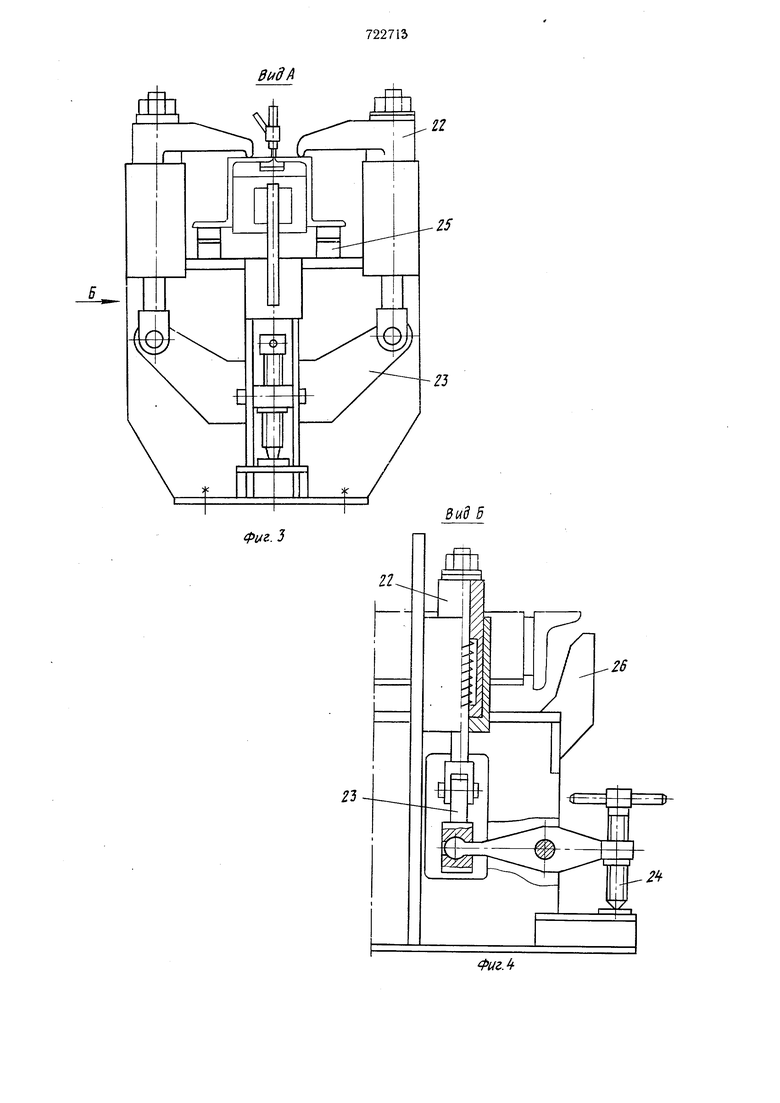
Указанная цель достигается тем, что в желобе шовоформирующей подк/1адки установлс-н г невмог-;лапговый прижим, а медная подклапка выполнена в виде секций к секцни размеш.ены над прижимом, при этом между цлтока.ми каждого силового цилиндра и секии.чми расположена поперечная траверса, ширина которой превышает ширину собираемой балки, а каждый шаблон для формирования внутреннего размера балки выполнен в виде разжимной оправки, причем вдоль боковы.х поверхностей каждой секции выполнены пазы и в них размещены подпружиненные относительно основания тросы. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - вид по стрелке Б
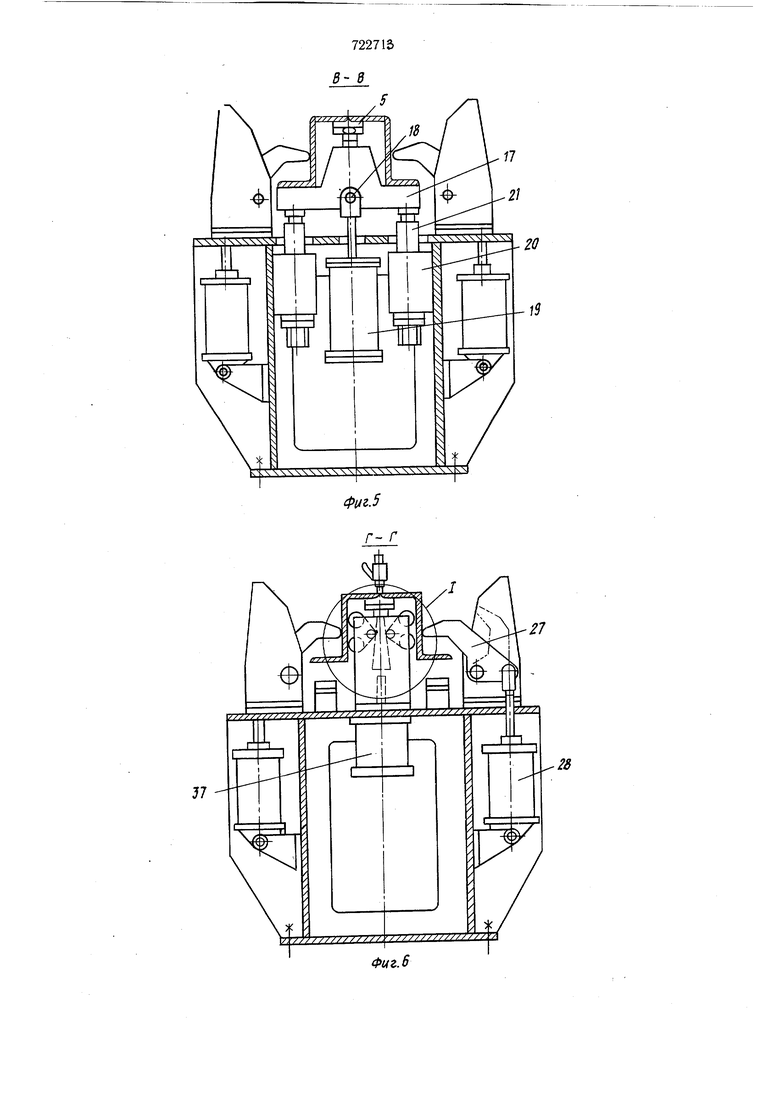
на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г- Г на фиг. 1; на фиг. 7 узел I на фиг. 6; на фиг. 8 - общий вид шоБоформирующей подкладки с частичным разрезом; на фиг. 9 - разрез Д-Д на фиг. 8. Устройство для сборки и сварки хребтовой балки содержит металлоконструкцию 1 со сварочными автоматами 2 и 3, основание 4 шовоформующую подкладку 5, секции медной подкладки 6, тросы 7, проходящие через блоки 8 и 9 и соединенные с пружинами 10
натяжным болтом 11, удерживаемым кронштейном 12, шланговые прижимы 13, защитные кожухи 14, флюсосборники 15 и 16, траверсу 17, соединенную сшовоформируюшей подкладкой 5, шарнир 18, силовой цилиндр 19, направляюш,ие 20, штоки траверсы 21, откидывающиеся прижимы 22, кинематически связанные через рычажную систему 23 с винтом 24, упоры 25, ограничители 26, прижимы 27, связанные с силовым цилиндром 28, базовые шаблоны 29, состоящие из базирующих роликов 30 и 31, расположенных в обойме 32 и перемещающихся осями 33 в пазах 34, а также ролики 35, расположенные в обоймах 32, взаимодействующих с клиньями 36, соединенными со штоками силовых цилиндров 37.
Устройство работает следующим образом.
Хребтовая балка укладывается на основание 4 с помощью базового шаблона 29 и прижимов 27. Устанавливается внутренний размер хребтовой балки. Прижимами 22 через рычажную систему 23 винтом 24. Хребтовая балка на упорах 25 фиксируется от перемещения по концам. Затем силовыми цилиндрами 19 хребтовой балке придается прогиб для сварки с помощью цилиндров 19 и траверсы 17. ОдТ Овременно шовоформирующая подкладка 5 плотно прилегает к хребтовой балке в месте сварки. Затем включается шланговый прижим 13, который плотно прижимает медную подкладку из секций 6 снизу к свариваемому стыку элементов хребтовой балки. Сварочными автоматами 2 и 3 производится сварка хребтовой балки. Формирование корня шва происходит на секциях 6 медной подкладки.
После окончания сварки балка остывает в напряженном состоянии. После остывания она освобождается от прижимов и снимается с установки. Из флюсосборников 15 и 16 на секции 6 медной подкладки добавляется флюс и цикл сварки повторяется.
Изобретение позволяет улучшить качество сварного шва при односторонней сварке, ликвидирует дополнительные затраты, связанные с исправлением брака.
Формула изобретения
Устройство для сборки и сварки хребтовых балок железнодорожных вагонов, содержащее основание, на которое смонтированы опоры и прижимы для собираемой балки, выполненная в виде желоба шовоформирующая подкладка с приводом ее поджима к обратной стороне шва, выполненным
в виде нескольких равномерно расположенных вдоль основания силовых цилиндров, штоки которых шарнирно соединены с медной подкладкой, шаблоны для формирования внутреннего размера балки, а также расположенную вдоль устройства направляющую со сварочными автоматами, отличающееся тем, что, с целью повыщения качества сварки балок путем обеспечения их предварительного прогиба, в желобе щовоформирующей подкладки установлен пневмошланговый прижим, а медная подкладка выполнена в виде секций и секции размещены над прижимом, при этом между штоками каждого силового цилиндра и секциями расположена поперечная траверса, ширина которой превышает ширину собираемой лки, а каждый шаблон для формирования внутреннего размера балки выполнен в виде разжимной оправки, причем вдоль боковых поверхностей каждой секции выполнены пазы и в них размещены подпружиненные относительно основания тросы.
Источники информации, принятые во внимание при экспертизе 1. Чертеж № 1 Р0862-4012, разработанный Кировским ПКТБмаш для Алтайского вагонозавода, 1976 (прототип).
«ч.
«о
Фцг.6
36
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |



7227la
5 pji
