1
Изобретение относится к машиностроительной промышленности и может быть использовано в станкостроении, особенно в прецизионном, например в координатпо-расточных, координатно-шлифовальных станках, координатно-измерительных машинах, там, где траверса несущая шпиндельную бабку, переменхается в вертикальном направлении посредством двух ходовых виитов.
Известны станки портального тина с включаемым от электрогидравлической следящей системы устройством для автоматической комненсации перекоса траверсы, перемещаемой по направляющим стоек посредством ходовых винтов.
Иредлагаемый станок отличается от известиых тем, что на обоих ходовых винтах установлены подвижные опоры, выполненные, например, в виде резьбовых втулок с рычагом, жестко связанных между собой синхронизирующим устройством, приводимым от электрогидравлической следящей системы через исполнительный нрнвод.
Синхронизирующее устройство нри одинаковом направлепии винтовой нарезки втулок выполнено в виде рычажной системы, конечными точками которой являются вышеупомянутые втулки, а точки приложения сил расположены на равных плечах в отнощепии точ2
ки опоры, размещенной посредине между конечными точками рычажно системы.
Синхронизирующее устройство при различном нанравленни винтовой нарезки втулок выполнено в виде соед 1не1П ой со втулками тяги, один конеп которой находнтся под действием исполнительного прпвода. а второй подпружинен.
Такое выполнепие стайка позволяет умепьшнть погрешность точпостных его параметров, обусловлеппую компепсапией перекоса траверсы.
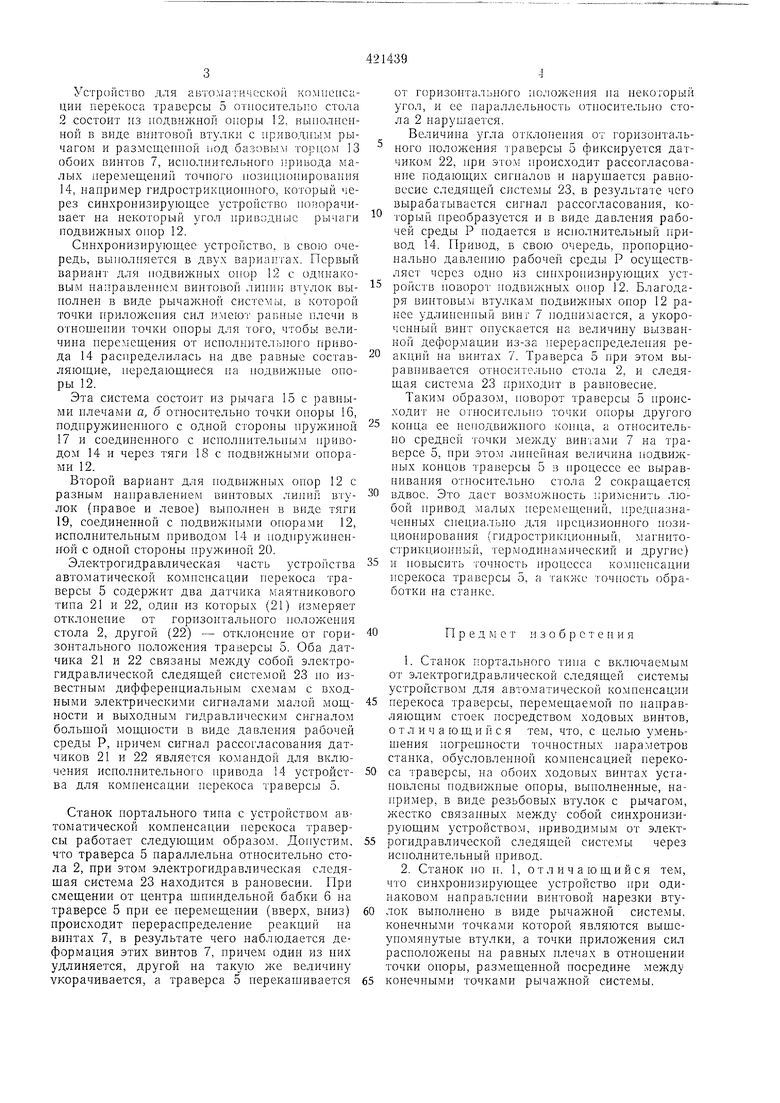
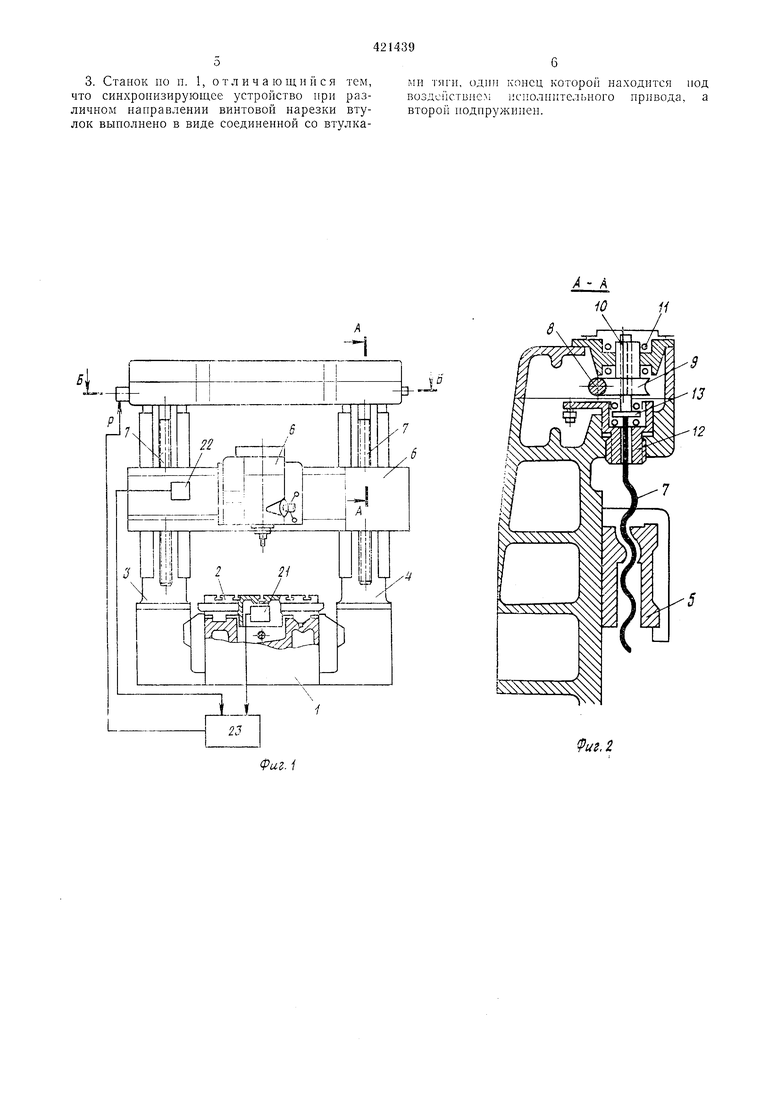
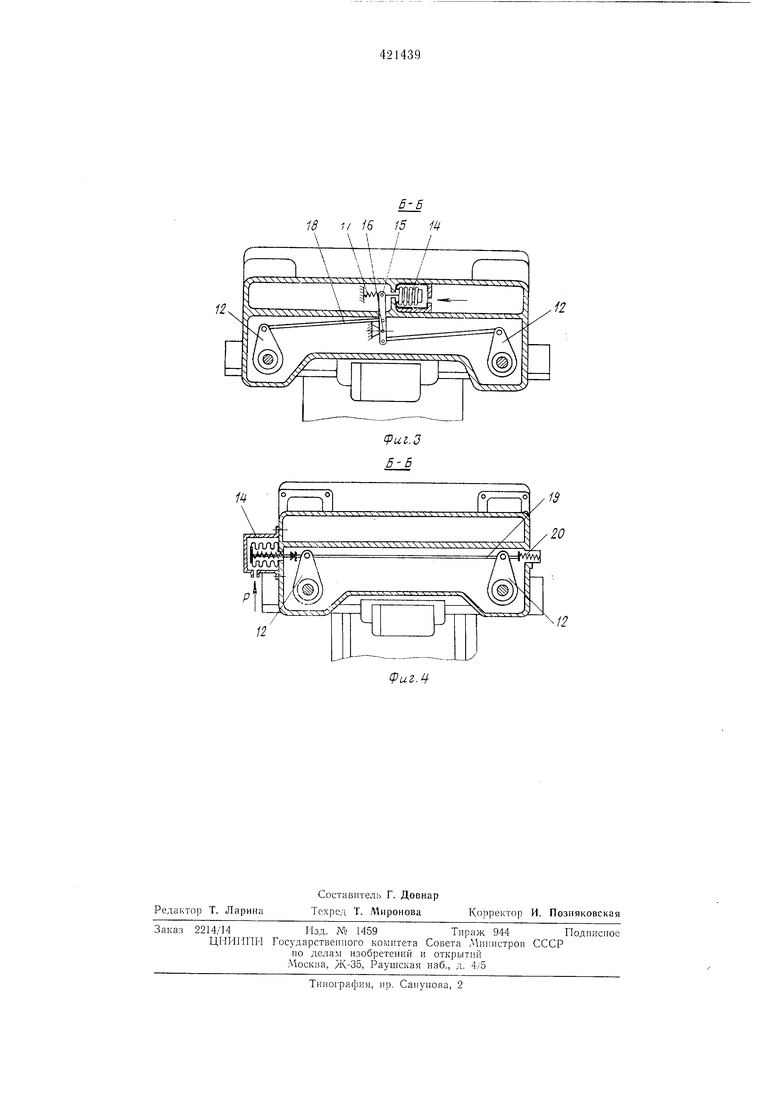
На фиг. 1 изображен пpeдлaгac ый станок, общи вид; на фнг. 2 - разрез по Л-.Л па фпг. 1; на фпг. 3 - разрез по Б-Б на фпг. 1 (одип вариант синхронизирующего ycrpoiiства); на фиг. 4 - разрез по Б-Б па фнг. 1 (BTOpoii варнант сппхроннзпрующего ycTpoiiства).
Стапок содержит стаиииу 1, по направляющим которой перемещается стол 2. На станине разл ещеиы две стойки 3 и 4. По их паправляющим перемеп1ается траверса 5 с размещеппой на пей ппшидельноГ бабкой 6. Неремещепие траверсы 5 осуществляется посредством двух впптов 7, получающих Bpanieпие от э,тектродвнгателя через червяк 8, червячное колесо 9 и уфту 10, при этом червячное колесо 9 устаповлено на двух радпальпоупорных подшинппках 11,
Устройство для ав1о:латичс;ской комиеисации перекоса траверсы 5 относительно стола 2 состоит из подвижной опоры 12, выполненной в виде винтовой втулки с приводным рычагом и размещенной под базовым торном 13 обоих винтов 7, иснолпительиого привода малых перемещений точного позиционирования 14, например гидрострикниоиного, который через синхронизирующее устройство попорачинает на некоторый угол приводные рычаги подвижных опор 12.
Синхронизирующее устройство, в свою очередь, выполняется в двух вариантах. Первый вариант для подвижных опор 12 с одинаковым направлением BHHTOBOII линип втулок выполнен в виде рычажной системы, в которой точки приложения сил и.меют равные плечи в отноигении точки опоры для того, чтобы величииа перемещения от исполнительного привода 14 распреде.чилась на две равные составляющие, нередающиеся на подвижные опоры 12.
Эта система состоит из рычага 15 с равными плечами а, б относнтельно точки опоры 16, подпружиненного с одиой стороны пружипой 17 и соединенного с исполнительным приводом 14 и через тяги 18 с подвижными опорами 12.
Второй вариант для подвижных опор 12 с разным направлением винтовых линий втулок {правое и левое) вынолнеп в виде тяги 19, соединенной с подвижными опорами 12, исполнительным приводом 14 и подпружиненной с одной стороны пружино 20.
Электрогидравлическая часть устро11ства автоматической комнепсации перекоса траверсы 5 содержит два датчика мая1никового типа 21 и 22, один из которых (21) измеряет отклонение от горизонтального положения стола 2, другой (22) - отклонение от горизонтального ноложения траверсы 5. Оба датчика 21 и 22 связаны между собой электрогидравлической следящей системой 23 но известным дифференциальным схемам с входными электрическими сигналами малой лМощности и выходным гидравлическим сигналом больщой мощности в виде давления рабочей среды Р, причем сигнал рассогласования датчиков 21 и 22 является командой для включения исполнительного привода 14 устройства для компенсации перекоса траверсы 5.
Станок портального тииа с устройством автоматической компенсации перекоса траверсы работает следующим образом. Допустим, что траверса 5 параллельна относительно стола 2, цри этом электрогидравлическая следящ;ая система 23 находится в рановесии. При смещении от центра щниндельной бабки 6 на траверсе 5 цри ее церемещениц (вверх, вниз) цроисходит нерераснределение реакций на винтах 7, в результате чего наблюдается деформация этих винтов 7, причем один из них удлиняется, другой на такую же величииу укорачивается, а траверса 5 перекашивается
от горизоитальпого иоложепия па некоторый угол, и ее параллельность отпосительно стола 2 нарущается.
Величипа угла отклонения от горизонтального положения траверсы 5 фиксируется датчиком 22, при этом происходит рассогласование подающих сигналов и нарущается равновесие следящей системы 23, в результате чего вырабатывается сигнал рассогласования, который преобразуется и в виде давления рабочей среды Р подается в исполнительный привод 14. Привод, в свою очередь, пропорционально давлению pa6o4eii среды Р осуществляет через одно из синхронизирующих устройств новорот подвижных онор 12. Благодаря винтовым втулкам подвиж ых опор 12 ранее удлиненпый вин г 7 подпимается, а укороченный винт опускается на величину вызванной деформации из-за перераспределепия реакций на винтах 7. Траверса 5 при этом выравнивается относительно стола 2, и следящая система 23 приходит в равновесие.
Таким образом, поворот траверсы 5 происходит не относительно точки опоры другого
конца ее неподвижиого конца, а относительно средней точки между винчами 7 на траверсе 5, при этом линейная величина подвижпых концов траверсы 5 з процессе ее выравнивания относительно стола 2 сокращается
вдвое. Это дает возможность применить любой привод малых перемещепий, предпазначенных специально для прецизионного позиционирования (гидрострикционный. магнитострикционный, -термодинамический и другие)
и повысить точность процесса комнепсации перекоса траверсы 5, а также точпость обработки на станке.
Предмет и з о б р е т е н и я
1.Станок портального тина с включаемым от электрогидравлической следящей системы устройством для автоматической компеисации
перекоса траверсы, перемещаемой по направляющим стоек посредством ходовых винтов, отличающийся тем, что, с целью уменьщения погрещности точностных параметров станка, обусловленной компенсацией нерекоса траверсы, на обоих ходовых винтах установлены подвижные опоры, выполненные, например, в виде резьбовых втулок с рычагом, жестко связанных между собой синхронизирующим устройством, приводимым от электрогидравлической следящей системы через исполнительный привод.
2.Станок по н. 1, отличающийся тем, что синхронизирующее устройство при одинаковом направлении винтовой нарезки втулок выполнено в виде рычажной системы, конечными точками которой являются выщеупомяпутые втулки, а точки приложения сил расположены на равных плечах в отношении точки опоры, размещенной носредине между
конечными точками рычажной системы.
3. Станок по п. 1, отличающийся тем, что синхронизирующее устройство при различном направлении винтовой нарезки втулок выполнено в виде соединенной со втулкамн тяги, одип конец котороп находится под воздопствпсм исполнительного привода, а второй подпрул ;инен.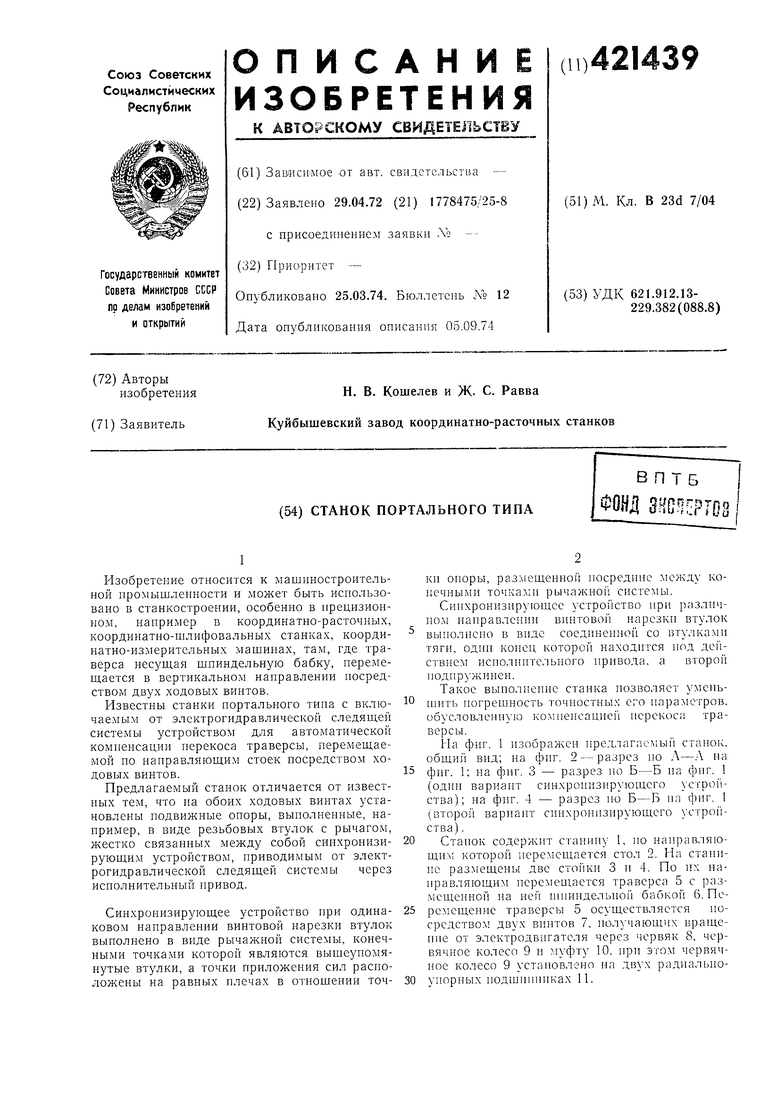
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок портального типа | 1980 |
|
SU918017A1 |
| Станок портального типа | 1974 |
|
SU557883A1 |
| Станок портального типа | 1982 |
|
SU1060418A1 |
| Устройство для компенсации перекоса траверсы | 1975 |
|
SU563233A1 |
| Устройство для автоматического позиционирования поперечины | 1978 |
|
SU738786A1 |
| Устройство для автоматическогопОзициОНиРОВАНия пОпЕРЕчиНы | 1979 |
|
SU810441A1 |
| СТАНОК ПОРТАЛЬНОГО ТИПА С УСТРОЙСТВОМАВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ УПРУГИХПЕРЕМЕЩЕНИЙ | 1972 |
|
SU427832A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ПОРТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК НЕПРЕРЫВНОГО ДЕЙСТВИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1995 |
|
RU2132255C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
А
Фиг, 2
Г
12
Фиг.З Б-5
