Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении колец.
Целью изобретения является повьше- ние точности диаметра получаемого кольца за счет выравнивания усилий на опорные ролики.
На чертеже показана схема стана для раскатки колец.
Стан для раскатки колец содержит станину , приводной наружный ваг- лок 2 и нажимной внутренний валок 3, опорные ролики 4,установленные на приводных поворотных рычагах 5. При- вод 6 поворотных рычагов выполнен в виде гидроцилиндров. Поворотные рычаги установлены на осях 7. Стан снабжен двумя механизмами регулирования опорных роликов, каждый из кото рых выполнен в виде дополнительного поворотного рычага 8 и регулируемого упора 9.
Дополнительный рычаг может пово-- рачиваться относительно поворотного I рычага при помощи передачи винт JO -гайка И и регулируемого упора 9, вы полненного в виде вийта. Поворотные рычаги 5 с опорными роликами 4 кине матически связаны между собой посредством зубчатых секторов J2
Стан для раскатки колец работает следующим образом.
Предварительно перед прокаткой ролики настраивают в соответствии с предполагаемым смещением заготовки. При этом производят совместное вращение регулируемого упора 9 и гайки и. Дополнительный и поворотный рычаги 8 и 5 поворачиваются относительно друг друга. Таким образом происходит смещение опорных роликов и регулировки их положения. После это го опорные ролики 4 разводятся гидроцилиндрами 6. Нагретая кольцевая заготовка надевается на внутренний валок стана. Валки 2 и 3 и опорные ролики 4 сближаются до соприкосновения с заготовкой. Начинается прокатка.
В процессе прокатки заготовка немного смещается, стенка кольца утоняется, а диаметр увеличивается.
Опорные ролики 4 постепенно разводятся при постоянном контакте с кольцом. При этом сохраняется первоначально установленная несимметричность расположения опорных роликов, обеспечиваюЩая прокатку кольца без изгиба окружности.
При достижении заданного диаметра валки 2 и 3 и опорные ролики 4 отводятся от кольца и последнее выгружается со стана.
Оснащение стана для раскатки колец механизмами регулирования опорных ро ликов дает возможность перед прокаткой настроить опорные ролики в соответствии с ожидаемым смещенным относительно оси симметрии положением заготовки во время прокатки. Таким обра- зом, нагрузки со стороны опорных роликов на прокатываемое кольцо распределяются равномерно, что в свою очередь, обеспечивает повышение точност ти кольцевой заготовки.
Формула изобретения
Стан для раскатки колец, содержащий станину, приводной наружный и нажимной внутренний валки, установленные на закрепленных fi станине осях
рычаги с опорными роликами и зубчатые секторы синхронного поворота рычагов,отличающийся тем, что, с целью повьшения точности диаметра получаемого кольцА за счет
выравнивания усилий на опорные ролИ- ки, он снабжен дополнительными рычагами, каждый из которых установлен на общей оси с основным рычагом с возможностью ограниченного относительно
поворота, и механизмами регулирования положения рычагов относительно оси симметрии стана, выполненными в виде соединяющего основной и дополнительный рычаги болта и установленного в
дополнительном рычаге винтового упора, при этом зубчатые секторы расположены на дополнительных рычагах.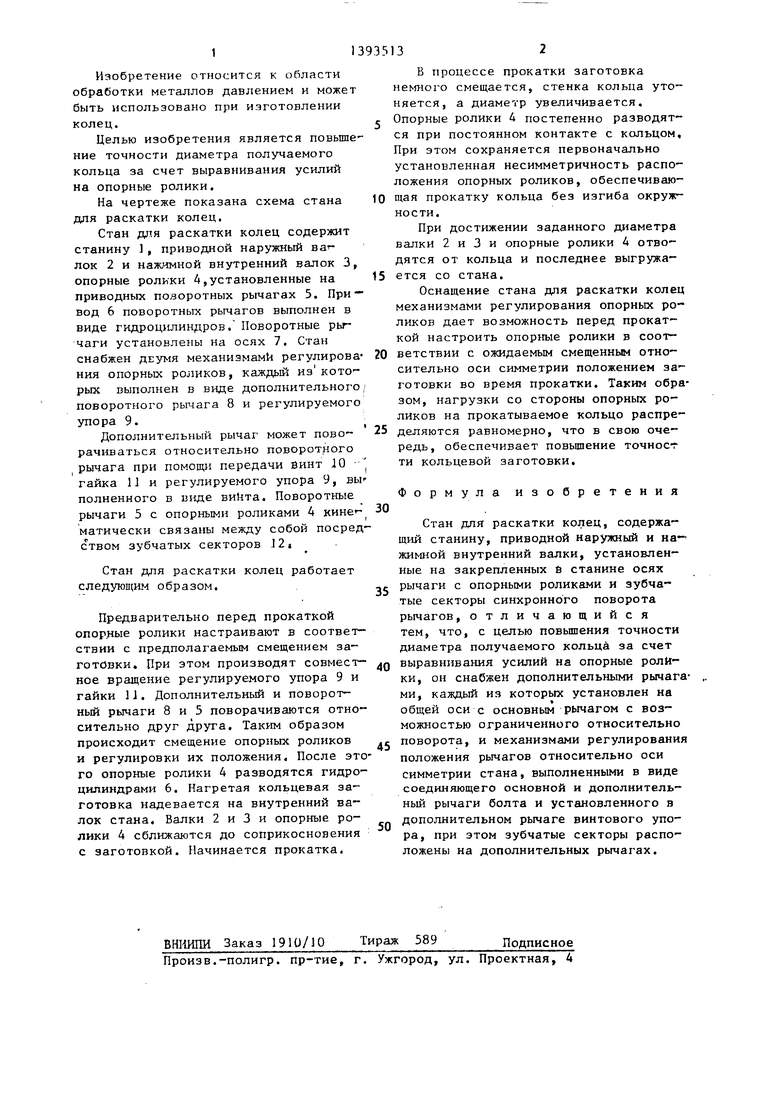
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки колец | 1988 |
|
SU1509163A1 |
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Стан для раскатки колец | 1986 |
|
SU1409390A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Стан для прокатки колец | 1986 |
|
SU1398973A1 |
| Способ изготовления кольцевых деталей и устройство для его осуществления | 1977 |
|
SU698710A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении колец. Цель - повьпиение точности диаS Ю П 3 метра получаемого кольца за счет выравнивания усилий на опорные ролики. Раскатка колец производится наруяр- ным 2 и внутренним 3 валками. Равномерное усилие на опорные ролики 4 устанавливается в процессе нападки стана с помощью механизма регулирования положения рычагов 5 и 8, установленных на общей оси 7. Механизм выполнен в виде болта JO и винтового упора 9. На данном стаяв осуществЯяется настройка опорных валков перед прокаткой в соответствии с ожидаемым смещением положения заготовки. Таким образом, нагрузки со стороны опорных роликов на прокатываемое кольцо рас-- | пределяются равномерно. J ил. i «Л ; оо ;о оо ел 00
| Авторское свидетельство СССР № 757237, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
