1
Изобретение относится к области станкостроения.
Известны устройства для активного контроля размеров многостуненчатых деталей при врезном шлифовании с одновременной обработкой всех ступеней, содержащие два ирнбора активного контроля, первый из которых контролирует стунень детали наименьшего диаметра, а второй контролирует ступень детали наибольшего диаметра, и цепь управлекия механизмом правки шлифовального круга.
Иедостаток известного устройства состоит в том, что ироисходит увеличение цикла обработки и контроля детали в связи с тем, что все шейки, кроме одной, контролируются после обработки, т. е. время контроля их не перекрывается временем обработки, а также ири увеличении скорости износа шлифовального круга количество бракованных деталей возрастает, так как период между правками шлифовального круга, как иравило, является постоянным и не учитывает фактического характера износа шлифовального круга.
С целью увеличения точности и производительности обработки в предлагаемом устройстве в цеиь управления механизмом правки шлифовального круга включены соедииенргые последовательно нормально открытые контакты реле окопчательной команды первого и
2
нормально закрытые контакты реле второго прибора активного контроля.
Один нрибор - миогокомандный - - устанавливается на стуненн наименьшего диаметра (где меньше влияние вибрац1Й1, тсмноратурных деформации и износ шлифовального круга и управляет циклом шлифования: выдает комаиды на измененне режима шлифования и прекранлення процесса обработки.
Другой ирибор активного контроля - одиокомандиы - устанавливается на ше11ке наибольшего диаметра, т. е. против той с1уиени шлифовального круга, которая наиболее интеисивно изнашивается и уиравляет во время обработки дегали циклом нравки шлифовального круга (уровень его HacipoiiKH лежит вблизи верхнеи границы иоля донуска стуиеии иаибольшего диаметра обрабатываемой детали) .
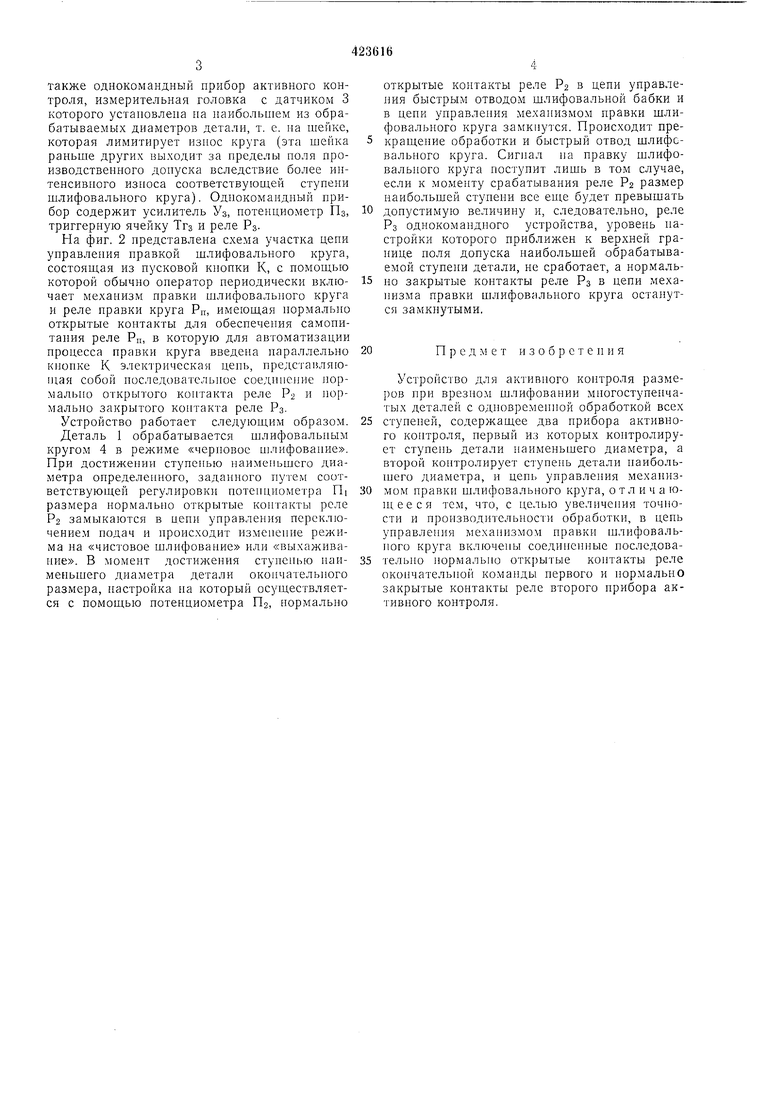
ila фиг. 1 показана обшая схема Hpe.T.jaraeмого устройства; на фиг. 2 - схема участка цени уиравления правкой круга.
етройство содержит миогокомандны прибор активного контроля, которьп контролирует ступень иаимеиьшего диаметра обрабатываемой детали 1 и имеет измерительную головку с датчиком 2, усилитель il, потенциометры П) и U-j, триггеры ячейки Tri и Тг2, реле Pi иредварительной команды и реле Рг окончательной команды. В устройство входит
также однокомандный прибор активного контроля, измерительная головка с датчиком 3 которого установлена на наибольшем из обрабатываемых диаметров детали, т. е. на шейке, которая лимитирует износ круга (эта шейка раньше других выходит за пределы поля производственного допуска вследствие более интенсивного износа соответствующей ступени шлифовального круга). Однокомандный прибор содержит усилитель Уз, потенциометр Пз, триггерную ячейку Тгз и реле РЗ.
На фиг. 2 нредставлена схема участка цепи управления правкой шлифовального круга, состояш,ая из пусковой кнопки К, с помощью которой обычно оператор периодически включает механизм правки шлифоваль 1ого круга и реле правки круга Рц, имеющая нормально открытые контакты для обеспечения самонитания реле Рц, в которую для автоматизации процесса правки круга введена параллельно кнопке К электрическая цепь, предс1а1 ляющая собой последовательное соединение нормально открытого контакта реле PS и нормально закрытого контакта реле РЗ.
Устройство работает следующим образом.
Деталь 1 обрабатывается шлифовальным кругом 4 в режиме «черновое шлифовапие. При достижении ступенью наименьшего диаметра определенного, заданного путем соответствующей регулировки потенциометра П| размера нормально открытые контакты реле PZ замыкаются в цепи управления переключением подач и происходит изменение режима на «чистовое щлифование или «выхаживание. В момеит достижения ступеньЕо наименьшего диаметра детали окончательного размера, настройка на который осуществляется с помощью потенциометра Пд, нормально
открытые контакты реле Ра в цепи управления быстрым отводом шлифовальной бабки и в цепи управлепия механизмом правки шлифовального круга замкнутся. Происходит прекращение обработки и быстрый отвод щлифсвального круга. Сигнал на правку щлифовального круга ностунит лишь в том случае, если к моменту срабатывания реле Ра размер наибольшей стунеии все еще будет превышать
допустимую величину и, следовательно, реле РЗ однокомандпого устройства, уровень настройки которого приближен к верхней границе ноля допуска наибольшей обрабатываемой ступени детали, не сработает, а нормально закрытые коптакты реле РЗ в цепи механизма правки шлифовального круга оста} утся замкнутыми.
Предмет изобретения
Устройство для активного контроля разме1)ов при врезном шлифовании многоступенчатых деталей с одновременной обработкой всех
стуненей, содержащее два нрибора активного контроля, нервый из которых контролирует ступень детали наименьшего диаметра, а второй контролирует ступень детали наибольшего диаметра, и цепь управления механизмом правки шлифовального круга, о т л и ч а юHt е е с я тем, что, с целью увеличения точности и производительности обработки, в цепь унравления механизмом правки шлифовального круга включены соедннепные последовательно нормально открытые контакты реле окончательной команды нервого и нормально закрытые контакты реле второго нрибора активного контроля.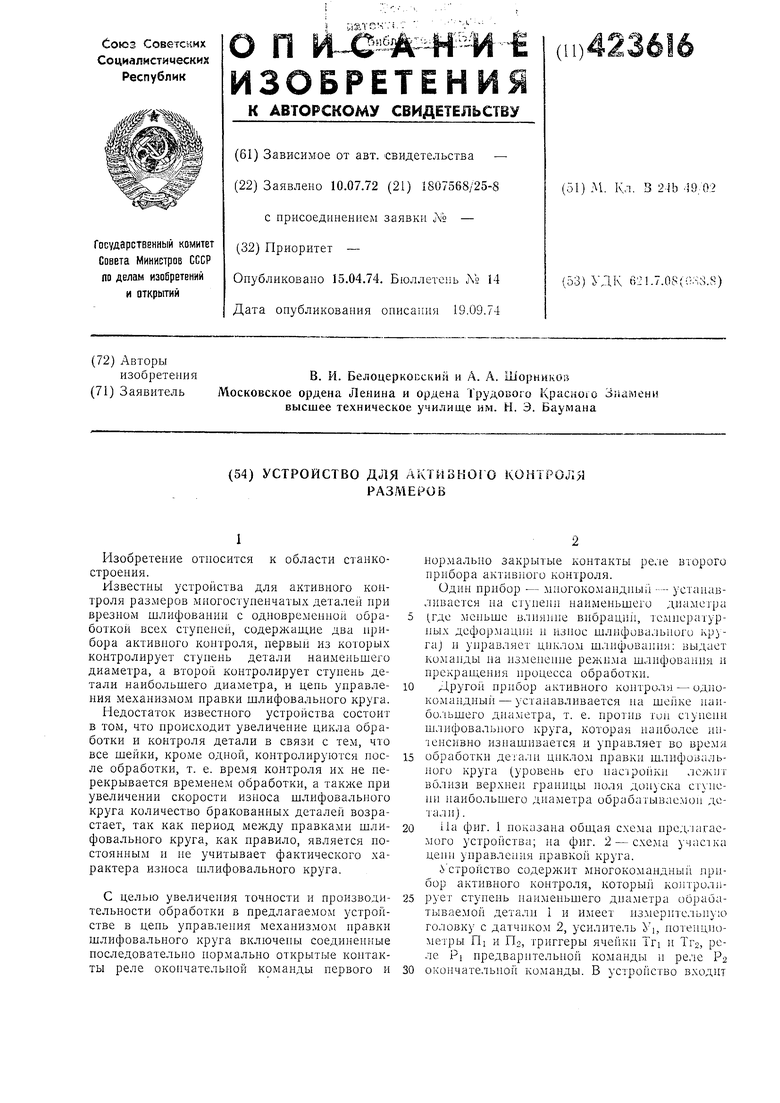
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство активного контроля | 1976 |
|
SU573334A1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Устройство для автоматического регулирования мощности шлифования | 1974 |
|
SU490641A1 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
В cifdHuK на
: включение подач
. быстрый от Sod шли/роВальфиг Iной SaSxu
JH -о о-
РП
гп
На Включение механизма, праоки шлиугоВальнага круга Фиг. 2
