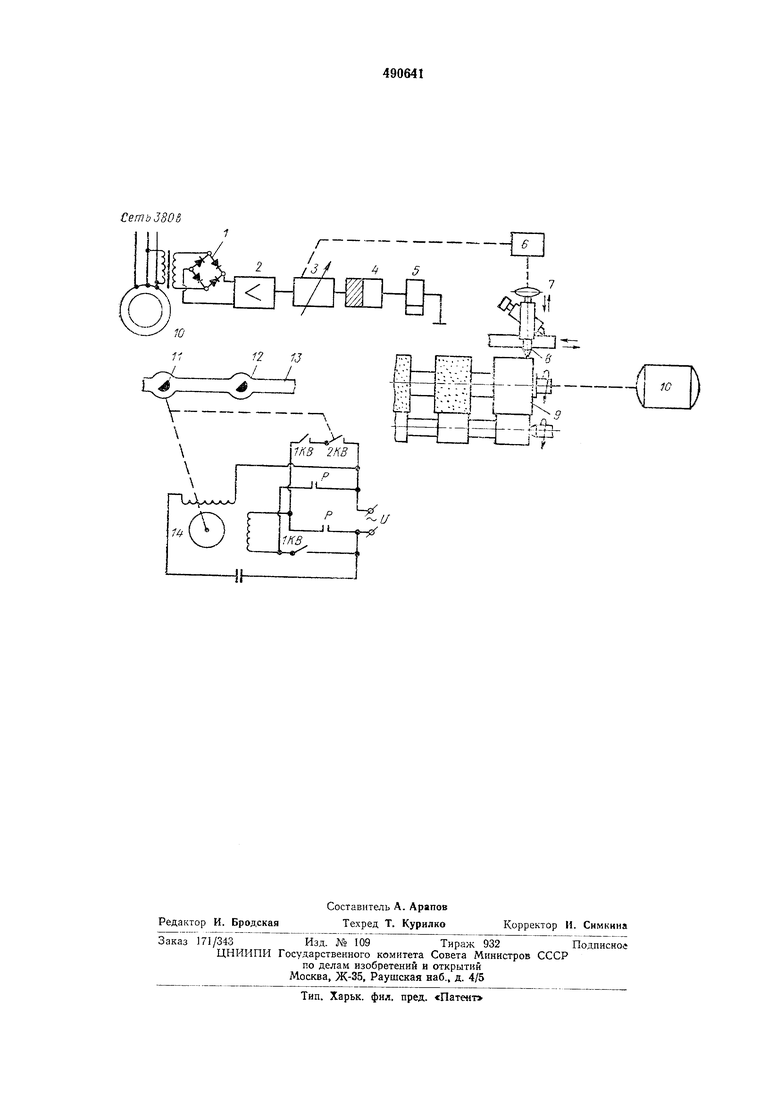
с приводом от электродвигателя 10. На иача.льпых этапах цикла в пависимости от порядка вступления кругов п работу процессом шлифования управляет дроссель //. Дроссель 12 гидропривода 13 связан с прибором активного контроля (це показан), устанавливаемым на обрабат)Шаемой шейке и служащим для управления циклом шлифоваиия па последующих этапах цикла.
Нормально разомкнутые контакты реле 5 могут обеспечивать включс)1ие реверсивного двигателя 14, ротор которого жестко связан с дросселем :// и механически связан с конечным выключателем 2KB.
Устройство работает следующим образом.
На позиции обработки устаиавливается заготовка (с прибором активиого коитроля), осуществляется быстрый подвод ш;1ифовальнон бабки и начн.пается этап врезания с определенной величиной нодачи.
При вступлении в работу ;;ового шлифовального круга нондпость шлифования превысит заданную н ток в обмотках электродвигателя превысит уровеиь срабатываиия норогового устройства, что вызовет замыкание нормально разомкнутых контактов реле Р.
В результате этого начнется вранюние ротора реверсивного двигателя 14 от исходного иоложения (в исходном положении дроссель 11 обеспечивает максимальио донустимую, эксперимеитальную или расчетную величину автоматической подачи па этапе в|)езания, которая в 3-5 раз больше, чем на носледуюншх этапах цикла).
В исходном положении вала реверсивиого электродвигателя 14 обеспечивается размыкание контактов конечного взгключепия 2KB.
В процессе вращения двигателя 14 закрывается дроссель //, причем закрытие происходит .40 тех пор, пока монхпость шлифоваиия, а с.1едовательно, ток к обмотках электродвигателя ие уменынится до допустимой величины, что вызовет размыкание контактов реле Р. По окончаини врезания на этапе чернового шлифования, когда все круги вступят в работу и подача шлифовальной бабки станет равной принятой на этом этане шлифования величине, дальнейшее управление циклом процесса будет осуществляться известными устройствами активного контроля, которые
установят иужну о величину подачи на иос:1едугощих этапах цикла с помощью дгюсселя 12.
После прекращения обработки бабка щлпфовальпого круга отходит в нерабочее положение н замыкает контакты ИСВ. Вследствие этого двигатель 14 иачниает вращение в иротивоположпом иаиравлении, т. е. к исходному иоложепию. iB исходном положении 2KB размыкаются, двигатель останавливается, и дроесель // устанавливается в соответствуюнее иоложение (начальное). По мере износа круга иоложеиие правяи;его инструмента 8 меняется, при этом вррлцается микровиит 7 поперечной нодачи алмаза, который через редуктор 6 механически связан с потенцнометром, регулируюнхим уровень настройки порогового устройства. Таким путем ири уменьшении диамет|)а шлифовального круга вс-ледствие его нзиоса меняется М01циость, «отбираемая электродвигателем главпого привода, вследствие чего мощпость шлифоваиия остается ностоянной, что обеспечивает постоянство ynpaisляемой велнчнны, в частностн поперечной нодачи Н1лифовальиой бабки, а следовательно соответствуюшее качество шлифуемой поверхности при максимально; нроизводнтельиости.
Предмет изобретения
Устройство для автод атпческого регу.чировапия мощности шлифования, содержаигее механизм для правки круга, гидрар,.1ическпй привод ноиеречной подачп шлпфовальрюй бабки с дросселем, который жестко связан с ротором реверсивного двнгателя. трансформатор, электрически связанный с одной из фаз цени нитания двигателя шлифовального круга, выход которого через выпрямитель соединен с пороговым устройством, вк.почающнм потенциометр, триггер и реле, отличающееся тем, что, с целью обеснечения заданного качества обработанной поверхности путем стабилизации режима резания, микровиг1т механизма иравки кинематически связаи с движком потенциометра порогового устройства, а в цень управления реверсивным двигателем включены нормально разомкнутые контакты реле порогового устройства. Сеть 380 /. у.„ / f 1 - --:. I&1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство автоматического контроля процесса шлифования деталей | 1987 |
|
SU1504076A1 |
| Продольно-обрабатывающий станок | 1972 |
|
SU467812A1 |
| СИСТЕМА АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВДЕТАЛЕЙ12 | 1972 |
|
SU428931A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Способ управления внутришлифовальным станком | 1980 |
|
SU921823A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Устройство для испытания шлифовальных кругов | 1983 |
|
SU1102665A1 |