1
Изобретение относится к станкостроению н может быть использовано на станках, работающих шлифовальным кругом на каучуковой основе.
Известно устройство для бесступенчатого регулирования усилия прижима инструмента к изделию, выполненное в виде поворотного рычага с установленным на нем шлифовальным кругом и электродвигателем.
На известных станках прижатие ипструмеита к изделию осуш.ествляется либо вручную, что не обеспечивает точного и равномерного прижима, либо механически. Это не удовлетворяет требованиям определенных современных технологических процессов, где необходимо автоматическое бесступенчатое регулирование усилия прижатия инструмента к изделию в процессе обработки.
С целью обеспечения автоматического бесступенчатого регулирования усилия прижима инструмента к обрабатываемому изделию в процессе обработки предлагаемое устройство снабжено бесштоковым поршнем гидроцилиндра, закрепленного на рычаге пад точкой опоры с возможностью смещения цецтра тяжести рычага по мере перемещения поршня.
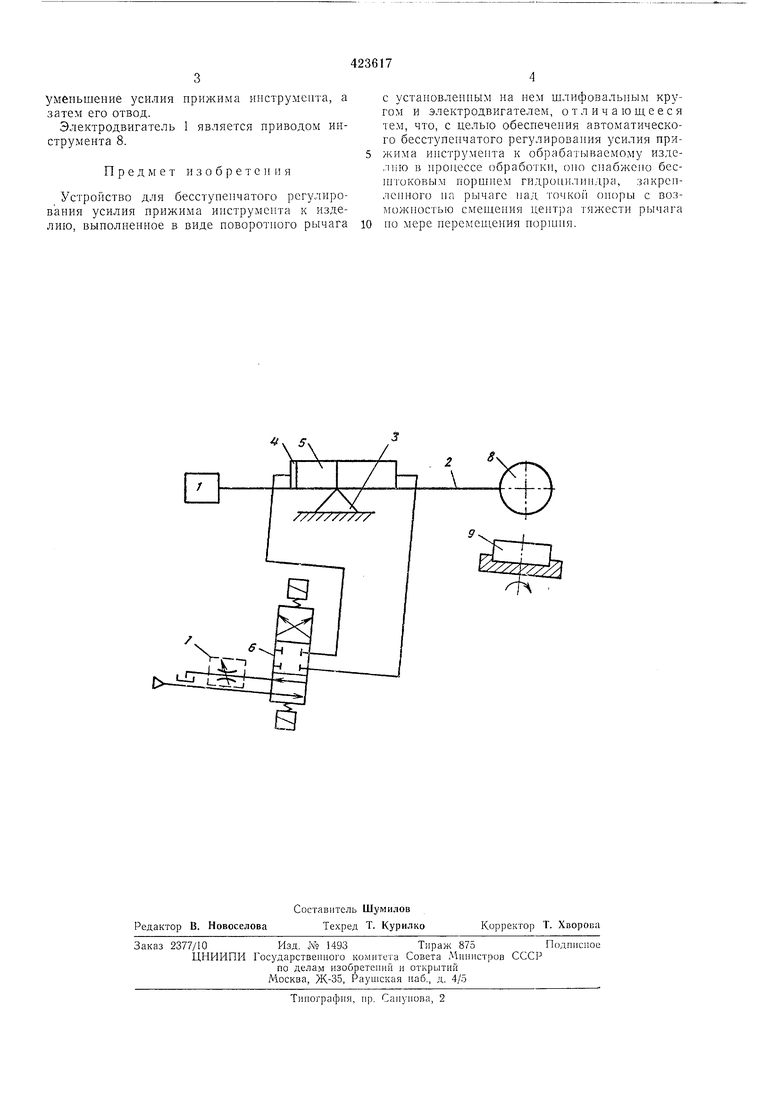
На чертеже изображена схема предлагаемого устройства.
Оно состоит из электродвигателя 1, жестко закрепленного на левом конце рычага 2, кото щарннрно установлен на оиоре 3. На )ычаге 2 жестко закрснлен гпдронплнндр 4 с бссн1токовым порн1нем 5.
Гндроцилиндр соединен с )п;н1)1,; золотником G н дросселем 7. На нравом конце рычага закреплен ннструмент 8, ирнжимасмый при обработке к изделию 9.
Устройство работает следуюидим образом.
В соответствии с технологией онределяюг необходимое время бесстуненчатого возрастания уснлия прижима ииструмеита к нз/.с.ппо до максимальной величины с последующим его уменьщеннем. Для этого дросселем 7 настраивают необходимую скорость перемещения норшня 5. Нодачей масла в левхю полость гндроцплиндра 4 плавно неременхают nopHieiU) 5 вправо. Нри этом гидроцилиндр зак 1еплен на рычаге над точкой опоры так, что при неремеа1,ении поршня цептр тяжести рычага сменяется, рычаг поворачивается, псременигя И11струмепт 8, и постепеппо с увеличением усилня иpижн aeт его к изделию 9.
Максимальное усилие соотнетстг.ует конечно точке переме1цен 1Г1 5 вправо. В соответствии с циклo обработк через онределен ое время нерекл О1:; егся реверсивный золотник 6. Ноток масл;1 иод данленпем поступает в правую полость гидро и лнндра 4. Нронсходнт иерел е 1ен 1е поршня 5 влево, что обеспечивает nocTe e iiioe
3
уменьшение усилия нрижима инструмента, а затем его отвод.
Электродвигатель 1 является приводом инструмента 8.
Предмет изобретен и я
Устройство для бесступенчатого регулирования усилия нрижима инструмента к изделию, вынолненное в виде поворотного рычага
с установленным на нем шлифовальным кругом и электродвигателем, отличающееся тем, что, с целью обеспечения автоматического бесступенчатого регулирования усилия прижима инструмента к обрабатываемому изде.лию в процессе обработки, оно снабжено бесHJTOKOBbiM поршнем гидронилиндра, закрепленного на рычаге над ixHiKoii опоры е возможностью смендения центра тяжести рычага по мере неремеп еиия норшпя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Зубошлифовальный станок | 1973 |
|
SU454100A1 |
| Ленточно-шлифовальный станок | 1972 |
|
SU456714A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПРИЖИМА ДИСКА доводочного СТАНКА | 1968 |
|
SU220710A1 |
| Гидравлический привод | 1975 |
|
SU622627A1 |
| Гидросистема для управляемого перемещения станочных узлов | 1974 |
|
SU559808A1 |
| Гидравлический привод шлифовально- полировального станка | 1977 |
|
SU738850A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
