Изобретение относится к области обработки металлов давлением и может быть использовано при горячей обработке металлов давлением (ОМД).
Известен широкий ассортимент технологических .смазок для горячей ОМД на основе неорганических солей.
Принцип действия этих смазок основан на их оплавлении под действием высоких температур нагретых заготовок и рбразованиии тонких смазочных пленок-расплавов, отделя1о1цих деформируе14 й металл от инструмента 1 .
Недостатком известных смазок является то, что в случае нарушения сплошности смазочной пленки возможно схватывание (слипание) деформируемого метгмла и инструмента. Схватывание увеличивается по мере износа инструмента, так как с увеличением шероховатости поверхности инструмента облегчается нарушение сплошности смазочйой пленки.
Целью изобретения является разработка смазки, предотвращающей слипание обрабатываемого металла с инструментом, повышающей стойкость инструмента и, как следствие, улучшаю:Цей качество изделий.
Поставленная цель достигается тем, что в качестве технологической смазки для горячей обработки металлов давлением применяют эпсомит.
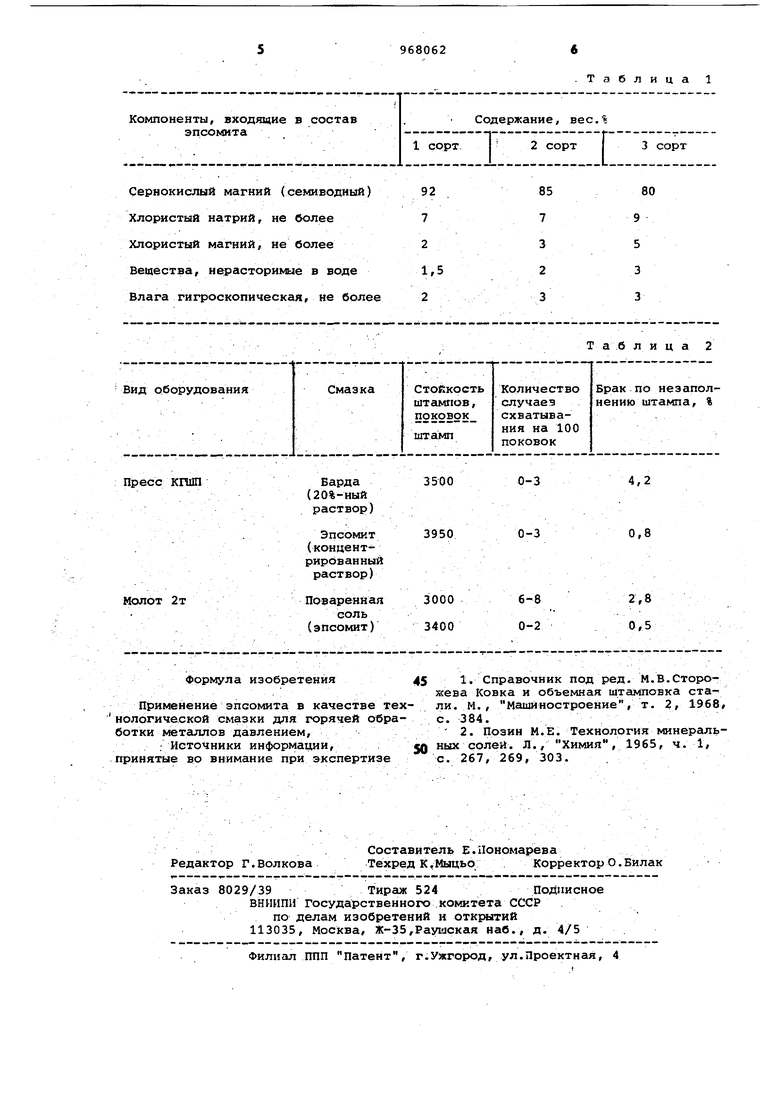
Эпсомит (хюрькая соль, сернокислый магний) - природный минерал, добываекий из морской рапы. Выпускается прО1«1Шленностью в соответствии с техническими условиями ТУ-б-1810-153-73. Согласно этим условиям химический состав эпсомита должен соответствовать требованиям, представленным в табл. 1.
15
Эпсомит технический представляет собой кристаллы белого цвета с желтоватым оттенком. Хорошо растворяется в воде и дает 36%-ный концентрированный раствор. По мере повышения температуры эпсОмит постепенно теряет воду. Полное обезвоживание эпсомита наблхщается при 320-330°С. Частый безводный сульфат магния разлагается с згметной скоростью при
температуре вьше .
В настоящее время известно применение эпсомита в промлиленности при производстве цементов и искусственного шелка. Эпсомит широко использу30ется в качестве магнезиального удобрения, а также служит сырьем для сер нокислотного производства. Эпсомит в качестве технологическо смазки или компонента технологических смазок при обработке металлов давлением не применяется. Вместе с тем ряд свойств эпсомита позволяет использовать его в качестве технологическоП смазки. Предложение об использовании эпсо мита в качестве технологической смаз ки стало возможным благодаря обнаруженному омыливающему эффекту растворов эпсомита, что гарантирует качест венное нанесение смазки на инструмен Хорошему нанесению смазки способствует то, что в эпсомите кроме суль фата магния, содержатся хлориды натрия и магния, образующие легкоплавкую эвтектику, поэтому оплавление эпсомита происходит при более низкой температуре, чем чистого сульфата магния. Оплавившаяся солевая эвтекти ка, более легко и равномерно заполня ет труднодоступные места инструмента например углы штампа. Эпсомит в качестве смазки может применяться как в сухом виде, так и в видеводных растворов. В последнем случае нанесение смазки облегчается, При растворении технического эпсомит в воде входящие в его состав нерастворимые вещества выпадают в осадок и в работе в качестве составной час ти технологической см&зки участия не принимают. Действие эпсомита в качестве смаз ки носит комплексный характер. При нанесении эпсомита на поверхность нагретого инструмента происходит выделение и испарение гидратной влаги, в результате чего он действует как охлаэхдающая жидкость. Полное вьщеление воды изэпсомита заканчивается при температуре . Если температура инструмента нике 320-330с связанная вода выделяется в процесс гор чей обработки давлением и образует паровую подушку,; обеспечивающую демп фирующий эффект, препятствующий слип нию металла с инструментом. По мере нагрева эпсомит превращается в эластичную Пленку, играквдую роли солевой смазки. При температуре выше MgS04 заметно разлагается с выделением МдО, который становится составной частью смазки, и 50, который создает газовую подушку и обеспечивает демпфирующий эффект, предотвращая схватывание металла с инструментом. , Комплексное воздействие эпсомита повышает стойкость штампов, снижает количество случаев слипания металла с инструментом, повышает качество продукции. Пример. Испытание предложенной технологической смазки - эпсомита - проводят при горячей штамповке поковок на прессе кгап-1600 т.е. и молоте с массой падающих частей 2 т. На прессе КГШП штампуют деталь трактора Т150К №501024092-2, на молотедеталь 15050.139., Нагрев заготовок под штамповку по температуры ИбО-ЦвО С осуществляют в газовых камерных печах. Для сравнения свойств смазок наряду с эпсомитом применяют на молоте поваренную соль и на прессе КГШП сульфитно-щелочную барду (смазки, применяемые в настоящее время), Все три типа смазок наносят на гравюры штампов напылени i их водных растворов, причем растворы поваренной соли и эпеомита берут концентрированными, что обеспечивает наибольшее количество смазки при минимальном расходе воды, водный раствор барды был 20%, что обеспечивает нужную жидкотекучесть раствора, удобную для вОздушног9 напыления на штамп. В связи с тем, что штампы имеют высокую температуру, вода испаряется, и на штампе остаются в чистом виде (в виде налетов поваренная соль, обезвоженный эпсомит либо барда. Проверка наличия в aт юcфёpe воздуха в районе КШП серного ангидрида, выделяющегося при работе эпсомита в качестве смазки, показывает, что его концентрация не превышает 0,1 мг/м при допустимом пределе 1 ГОСТ 12.li005-76 системы стандартов безопасности труда). В эксперименте визуально фиксировали количество схватываний верхнего штампа с поковкой на каждые 100 jtoKOBOK, подсчнтывсши стойкость штампов до их замены по износу и определяли качество поковок по заполнению штампов. Полученные данные приведены в табл. 2. Анализ полученных данных показал, что применение эпсомита в замен применяелвлх в настоящее время технологических смазок для горячей ОМД позволяет достичь следующих положительных результатов: повысить стойкость инструмента, в частности штампов; повысить ритмичность работы за счет сокращения случаев слипания поковки со штампами/ снизить -количество брака, в чаЪтноств по незаполнению; заменить пящевой продукт - поваренную Ъоль - на технический эпсомит. Компоненты, входящие в состав . эпсомита Сернокислый магний (семиводный)92 Хлористый натрий, не более7 Хлористый магний, не более2 Вещества, нерасторимые в воде Влага гигроскопическая, не более2 Вид оборудования Смазка Стойкост
КПШ
Барда (20%-ный раствор)
Эпсомит (концентрированныйраствор)
2т
Поваренная
соль (эпсомит) 1 сорт штгилпов поковок штамп
4,2
0-3
0,8 0-3
2,8
6-8 0,5 0-2 .Таблица Содержание, вес.% jjт 2 сорт I 3 сорт 85 80 79 35 33Т а б лица 2 ь Количество Брак по незаполслучаев нению штампа, % схватывапоковок
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1980 |
|
SU950753A1 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| Смазка для горячей штамповки металлов | 1988 |
|
SU1558962A1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| Смазка для горячей обработки металлов | 1981 |
|
SU1004459A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU644816A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
| Способ извлечения сульфата магния из природного сырья | 1991 |
|
SU1820891A3 |
формула изобретения 45 1. Справочник под ред. М.В.Сторо-
Применение эпсо и1ита в качестве тех- ли, М, , Машиностроение, т, 2, 1968, нологической смазки для горячей обра- с. 384. ботки металлов давлением, 2. Позин М.Е. Технология минераль. Источники информации, 50 ных солей. Л., Химия, 1965, ч. 1, принятые во внимание при экспертизе с. 267, 269, 303. .
жева Ковка и объемная штамповка ста
