1
Известно устройство для управления нажимными винтами реверсивного обжимного стана с электродвигателем постоянного тока, соединенным с регулируемым источником питания с системой управления, включающее тахогенератор и контуры второй и третьей производной пути нажимных винтов.
Предлагаемое устройство отличается, тем, что в него введены суммирующий усилитель и усилитель запрета, защитные диоды и потенциометр сравнения, причем выходы тахогенератора и контуров второй и третьей производной подключены к суммирующему усилителю, выход которого через один из защитных диодов и потенциометр сравнения подключен к входу регулируемого источника питания электродвигателя, а выход контура третьей производной пути подключен к усилителю запрета, выход которого через другой защитный диод также подключен к потенциометру сравнения.
На фиг. 1 представлены графики изд(енения сигналов; на фиг. 2 - схема предлагаемого устройства.
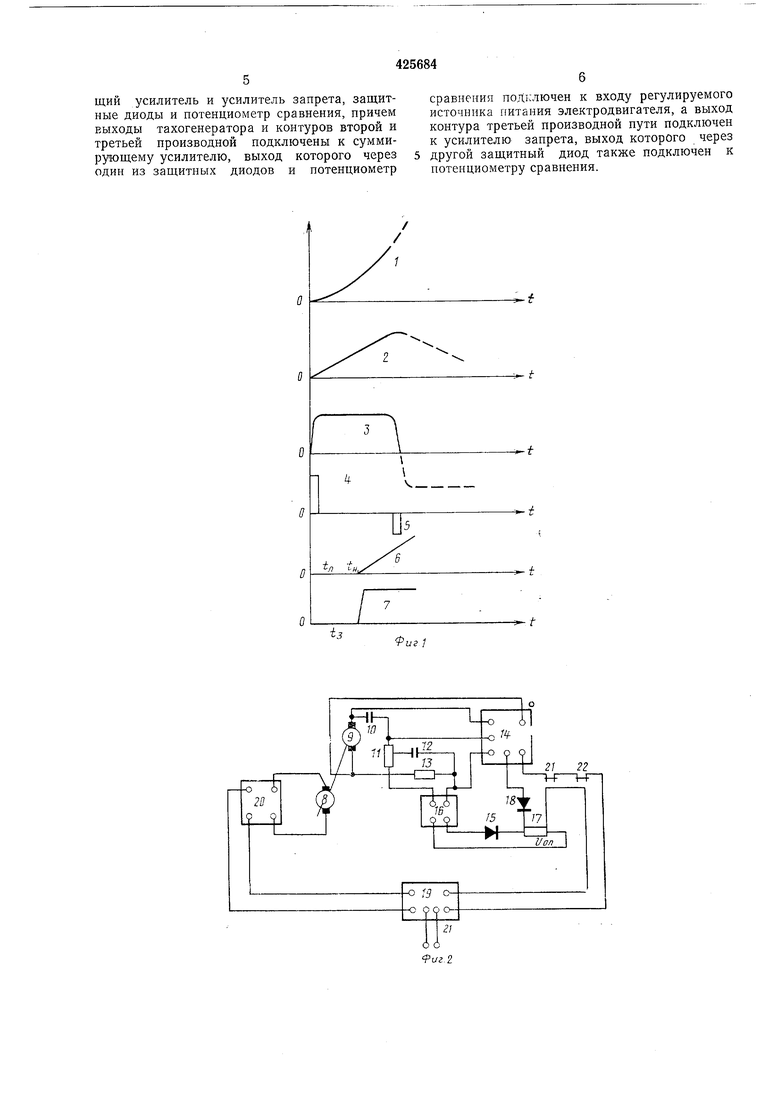
На графике 1 показано изменение пути (или угла поворота), проходимого винтами при их отбое в период захвата. Скорость вращения нажимного винта в этом режиме (первая производная пути) представлена на графике 2. Производная скорости вращения нажимного винта (вторая производная пути)
изображена на графике 3. На следующем, 4 графике представлена третья производная пути самоотвинчивания, в частности появление третьей производной в начале захвата, а на графике 5 - появление третьей производной пути в конце периода захвата. Этот момент соответствует началу торможения нажимных винтов.
Пунктирными линиями на фиг. 1 показаны
соответственно путь, скорость и ускорение винтов на участке их режима замедления при отбое. Графики 6 и 7 соответственно изображают изменение тока прокатного электродвигателя и его производной при захвате заготовки.
Как видно по графикам 6 и 7, ток в прокатном двигателе и производная этого тока по отношению к моменту удара (захвата) запаздывают, во-первых, на величину л, связанную
с выборкой зазоров в линии шпинделей, запасом живых сил прокатного двигателя и прочих элементов и созданием упругих деформаций кручения, а во-вторых, на величину /н, связаиную с электромагнитной инерцией якорной цепи электродвигателя и т. д. Общее время запаздывания нарастания тока прокатного электродвигателя по отношению к моменту захвата равно 4. Это время зачастую превышает время отбоя винтов. Поэтому информация о входе металла в клеть, получаемая с помощью сигналов, пропорциональных скорости, ускорению и особенно третьей производной пути нажимного винта при отбое (графики 2, 3 и 4, 5 на фиг. 1), будет наиболее упреждающей.
Схема устройства представлена на фиг. 2, где показаны: 8 - электродвигатель нажимного винта, 9 - тахогенератор электродвигателя 8, 10, 11 - соответственно конденсатор и сопротивление контура первичного дифференцирования скорости электродвигателя 8, 12, 13 - соответственно конденсатор и сопротивление контура вторичного дифференцирования скорости электродвигателя 8, 14 - суммирующий усилитель сигналов первой, второй и третьей производных пути самоотвинчивания винтов, 15 - защитный диод, препятствующий протеканию тока, в том числе импульса (график 4) и всех положительных значений производных пути (фиг. 1), 16 - релейный запоминающий усилитель запрета, 17 - потенциометр сравнения, 18 - защитный диод, препятствующий протеканию тока от потенциометра сравнения 17 к усилителю 4, в том числе импульса (график 5) и всех отрицательных значений производных пути (фиг. 1), 19 - система управления эле-ктродви1ателем 8, 20- источник питания электродвигателя 8, 21 - контакты рабочего органа управления электродвигателя 8 при нормальном перемещении (перестановке) винтов, 22 - контакт реле статического тока прокатного электродвигателя клети (на чертеже не показан).
Предлагаемое устройство работает следующим образом.
В начале отбоя (самоотвинчивания) винтов напряжение тахогенератора 9, пропорциональное первой производной пути, подается на один из входов суммирующего усилителя сигналов 14. На другие входы этого же усилителя подаются сигналы, пропорциональные второй производной пути (т. е. ускорению) самоотвинчивания винтов и третьей производной пути самоотвинчивания винтов. Указапные сигналы вырабатываются посредством контуров первичного и вторичного дифференцирования, состоящих соответственно из групп конденсаторов и сопротивлений 10, И, 12, 13, подключенных к зажимам тахогенератора 9 электродвигателя 8.
Общей точкой всех указанных входов усилителя 14 является точка 0. Выход усилителя 14 через защитный диод 18, потенциометр сравнения 17 подключен к входу системы управления 19 электродвигателя 8, а выход этой системы - на вход источника питания 20 электродвигателя. Один из выходов усилителя 14 подключен к системе управления 19 через контакты 21 и 22.
На якоре электродвигателя 8 появится напряжение, а на его валу возникнет электромагнитный тормозной момент, препятствующий самоотвинчиванию винтов. Этот момент будет действовать до конца периода захвата.
когда появляется второй по счету импульс третьей производной пути самоотвинчивания винтов, обозначенный на графике 5 фиг. 1. Этот импульс поступает на вход релейного запоминающего усилителя запрета 16. Выход этого усилителя через защитный диод 15 поступает на потепциометр сравнения 17, где возникает подпорное напряжение f/on, запирающее выход суммирующего усилителя 14 и
препятствующее попаданию выходного напряжения этого усилителя на вход системы управления 19 и далее - на источник питания 20 электродвигателя 8. При этом электромагнитный тормозной момент электродвигателя
8 исчезает.
Отметим, что указанное подпорное напряжение Uon продолжает оставаться запомненным до следующего прохода, когда снова при захвате и самоотвинчивании винтов первый
по счету импульс третьей производной пути самоотвинчивания винтов (импульс на графике 4 фиг. 1) передним фронтом осуществит сброс запомненного сигнала усилителя запрета 16 и одновременно, наряду с сигналами
первой и второй производной пути самоотвинчивания винтов, будет подан на вход суммирующего усилителя сигналов 14.
Для исключения ложного срабатывания устройства при нормальной работе (перестановке) винтов, когда на вход системы управления 19 с помощью нормально-открытого контакта 21 рабочего органа управления подается независимой сигнал задания направления и величины перемещения винтов, нормально-закрытые контакты 21 рабочего органа управления отключают вход системы управления 19 (от выхода усилителя 14).
Кроме того, для исключения ложного срабатывания устройства при возникновении
различных возмущений, передаваемых на нажимной винт в процессе прокатки металла в данном пропуске, последовательно с указанными нормально-закрытыми контактами 21 включены также нормально-закрытые контакты реле статического тока 22 прокатного электродвигателя. Вместо контактов реле статического тока для этой цели может быть использован элемент зоны нечувствительности, включенный в рассечку на входе системы управления 19 электродвигателем 8, либо содержащийся непосредственно в характеристике суммирующего усилителя сигналов 14. Эти варианты на чертеже не показаны.
Предмет изобретения
Устройство для управления нажимными винтами реверсивного обжимного стана с электродвигателем постоянного тока, соединенным с регулируемым источником питания
с системой управления, включающее тахогенератор и контуры второй и третьей производной пути нажимных винтов, отличающеес я тем, что, с целью повышения надежности и уменынения самоотвинчивания винтов при
захвате металла, в него введены суммирующий усилитель и усилитель запрета, защитные диоды и иотенциометр сравнения, причем выходы тахогенератора и контуров второй и третьей производной подключены к суммирующему усилителю, выход которого через один из защитных диодов и потенциометр
сравнения подключен к входу регулируемого источника питания электродвигателя, а выход контура третьей производной пути подключен к усилителю запрета, выход которого через другой защитный диод также подключен к потенциометру сравнения.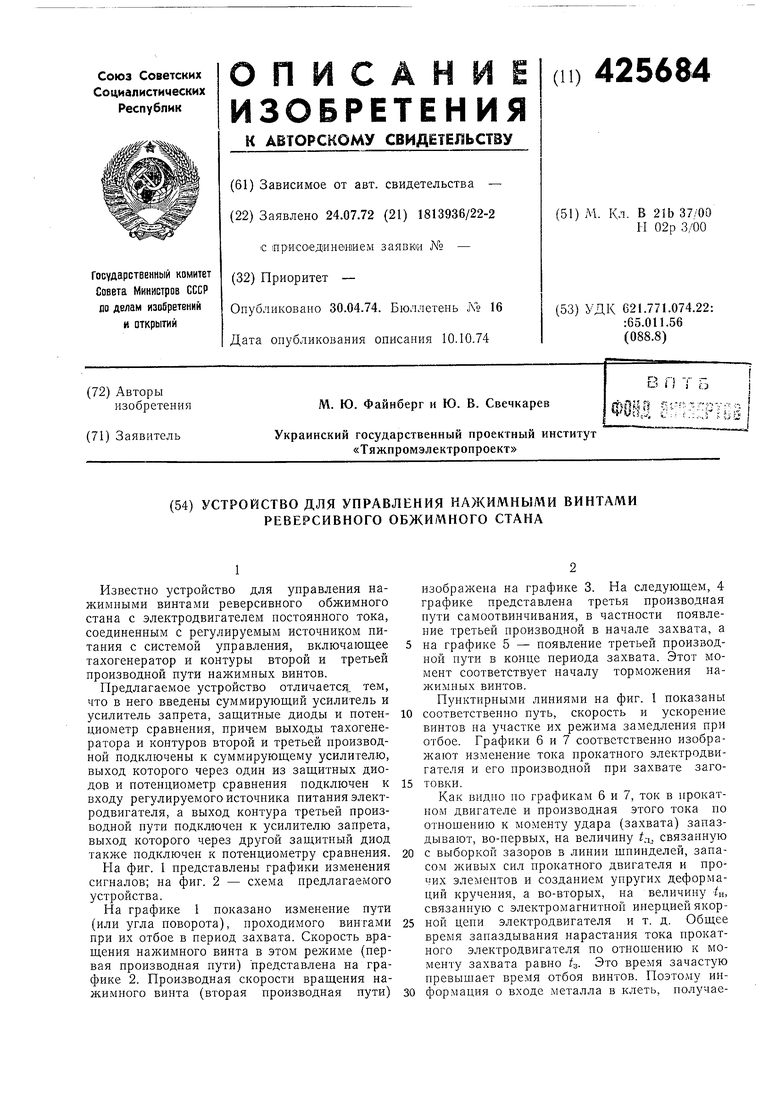
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1980 |
|
SU933146A1 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
| Бесконтактное устройство для индикации наличия металла в клети прокатного стана | 1977 |
|
SU738705A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1973 |
|
SU383491A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ | 1972 |
|
SU360122A1 |
| СТЕНД С БЕГОВЫМИ БАРАБАНАМИ ДЛЯ ИСПЫТАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1971 |
|
SU312170A1 |
| Способ управления нажимными винтами прокатного стана | 1977 |
|
SU719726A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| СПОРТИВНЫЙ ТРЕНАЖЕР | 1994 |
|
RU2128072C1 |
| Электропривод нажимного устройства прокатного стана | 1977 |
|
SU671891A1 |