Изобретение относится к области изготовления труб на косовалковых станах.
Известны способы прокатки труб па косовалковом стане, включающие прошивку на оправке сплошной заготовки с конусным концом бочкообразными валками.
Однако при использовании таких способов при обжатии заготовки валками происходит вскрытие полости, вследствие радиальных растягивающих напряжений в центре заготовки.
Целью изобретения является уменьшение внутренних дефектов при прокатке труб из труднодеформируемых материалов.
Для достижения указанной цели предложено использовать заготовку, образующая которой имеет волпообразный профиль.
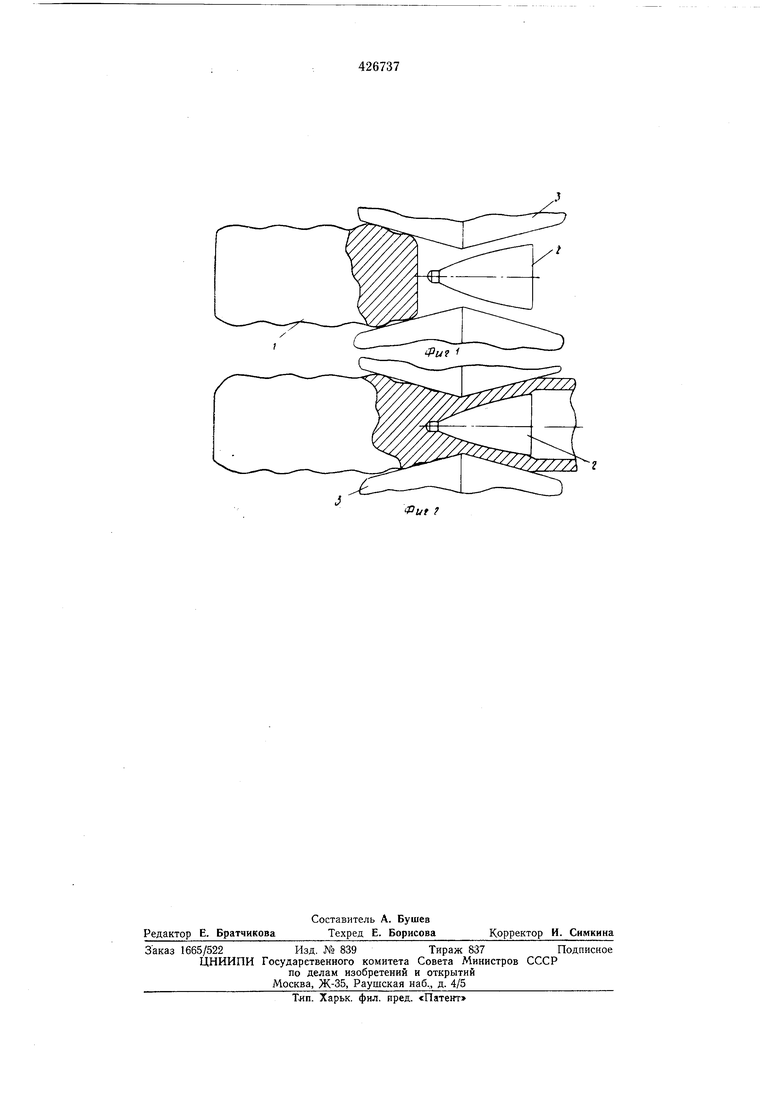
На фиг. 1 показана схема осуществления предлагаемого способа при захвате заготовки; на фит. 2 - то же, при установившемся процессе.
Сущность способа заключается в том, что прокатку сплошной заготовки / проводят на оправке 2 бочкообразными валками 3, причем используют заготовку с конусным концом и с образующей, имеющей волнообразный профиль. В процессе прокатки передний конец, имеющий меньший диаметр, не обжимается, а контакт заготовки с валками осуществляется сечениями вблизи наибольшнх
диаметров. Вследствие этого новерхность контакта валков и заготовки увеличивается, что обеспечивает надежный и нлавный захват.
По мере продвижепия заготовки 1 во входном конусе валков 3 металл получает обжатие преимущественно в сечениях наибольшего диаметра. Благодаря отсутствию осевых подпирающих усилий в сечениях, соответствующих меньшим диаметрам заготовки, металл при обжатин валками 3 получает большую свободу течения в осевом направлении. При этом осевая деформация увеличивается, а поперечная уменьшается. Такая закономерность при прокатке повторяется в соответствии с периодичностью профилирования заготовки /.
Кроме того, металл получает меньшее суммарное обжатие перед носком оправки 2, чем при прокатке непрофилироваиной заготовки.
Предмет изобретения
Способ прокатки труб, включающий прошивку на оправке сплошной заготовки с конусным концом бочкообразными валками, отличающийся тем, что, с целью уменьшения образования внутренних дефектов г1ри прокатке изделий из труднодеформируемых материалов, используют заготовку, образующая которой имеет волнообразпый профиль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
| Способ производства гильз на косо-ВАлКОВОМ CTAHE | 1979 |
|
SU804022A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Способ прокатки труб | 1983 |
|
SU1113193A1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |