1
Известен способ обработки отверстий в деталях, собранных в пакет, цилиндрическЕм инструментом, получающим (Вращательное и возвратно-поступательное движения.
Предлагаемый способ обработки отверстий отличается от известных тем, что, с целью возможности получения отверстий с -коническим развалом со стороны рабочих торцов деталей, например матриц таблеточных машин, последние собирают попарно рабочими торцами (Наружу и осуществляют обработку с выведением инструмента за пределы детали при его прямом и обратном ходе. С целью получения заданного развала отверстия, припуск 1ПОД обработку определяют по формуле
Ad
8величина припуска под обработку;
где 6 М-величина заданного развала отверстия;
k - коэффициент, выбираемый в зависимости от абразивного материала. Предлагаемый способ иллюстрируется чертежом.
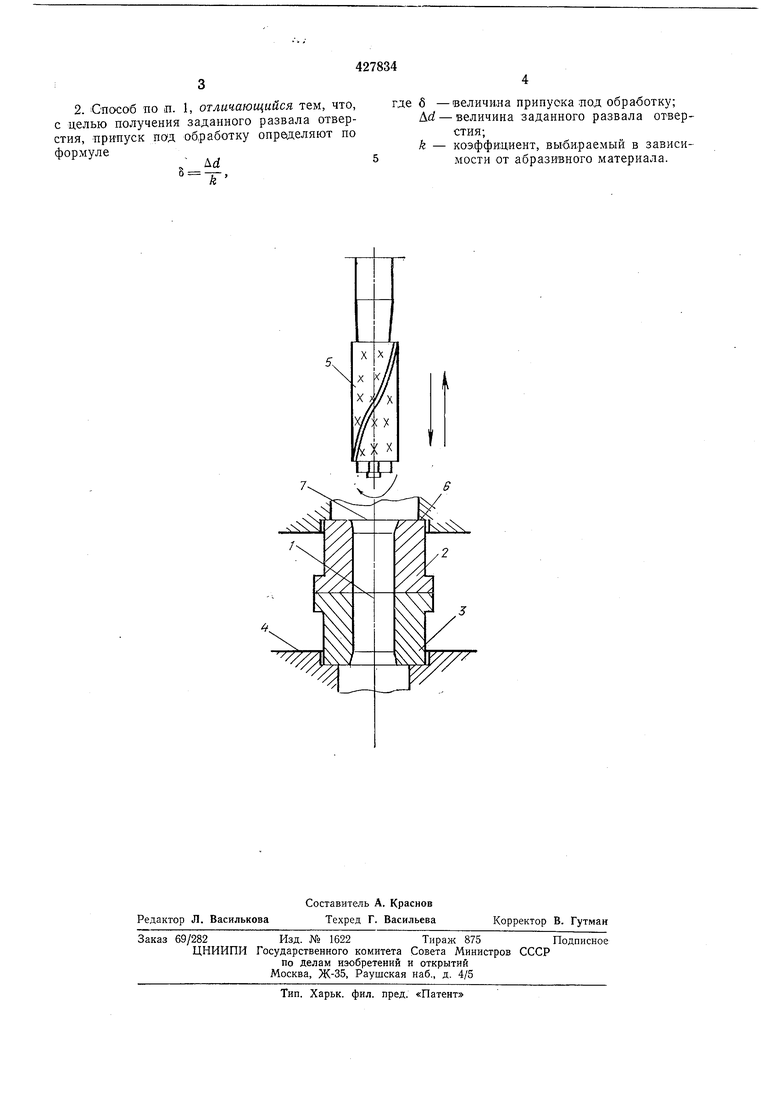
Отверстие / матриц 2 я 3, закрепленных в приспособлении 4, притирают нещаржированным цилиндрическим притиром 5, получающим вращательноеи вбзв ратно-поступательНОВ движения, в зону обработки подают абразивную пасту либо абразивную суспензию. При этом заготовки матриц 2 и 5 собирают рабочи1ми торцами 6 наружу. Со стороны этих рабочих торцов вследствие наличия краевого эффекта образуется развал 7 отверстия /. Увеличение концентрации абразивной насты либо суопензии, а также увеличение времени доводки способствует увеличению развала на выходе из отверстия, т. е. со стороны рабочих торцов матрицы. Для получения заданного развала отверстия () определяют требуемый припуск под доводку из соотношения
. д
тПредмет изобретения
1. Способ обработки отверстий в деталях, собранных в.пакет, цилиндрическим инструментом, получающем вращательное и возвратно-поступательное движения, отличающийся тем, что, с целью возможности получения отверстий с коническим развалом со стороны рабочих торцов деталей, например матриц таблеточных машие, последние собирают попарно рабочими торцами наружу и осуществляют обработку с выведением инструмента за пределы детали при его прямом и обратном ходе.
2. Способ по п. 1, отличающийся тем, что, с целью получения заданного развала отверстия, припуск под обработку определяют по формуле
величина припуска лод обработку;
величина заданного развала отверстия;
коэффициент, выбираемый в зависимости от абразивного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1980 |
|
SU856756A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2507042C1 |
| Способ доводки прецизионных пар | 1988 |
|
SU1604566A1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| Способ доводки рабочей поверхности магнитной головки | 1986 |
|
SU1531139A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| Способ обработки цилиндрических тонкостенных заготовок типа втулок | 1989 |
|
SU1696279A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СПОСОБ ДОВОДКИ СКВОЗНЫХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1631867A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2043905C1 |