Изобретение относится к области обработки асферических поверхностей, в частности асферических повечрхностей крупногабаритных оптических деталей с нерабочей центральной зоной.
Известно устройство для изготовления асферических поверхностей самоустанавливающимися инструментамИ, расходящимися под действием центробежных сил и связа«ньгми со шгаинделем с помощью шарнирно закрепленных на нем рычагов.
Цель изобретения - воз1Л10л ность управления Процессом обработки крупногабаритных деталей с нерабочей центральной зоной, например, аст1ро-нО|.мической оптики.
Для этого в Предлагаемом устройстве инструменты установлены на подпружиненных ползунах-грузах, перемещающихся по рычагам, выполняющим Направляющих, посредством изменения скорости вращения ШПИНДеля.
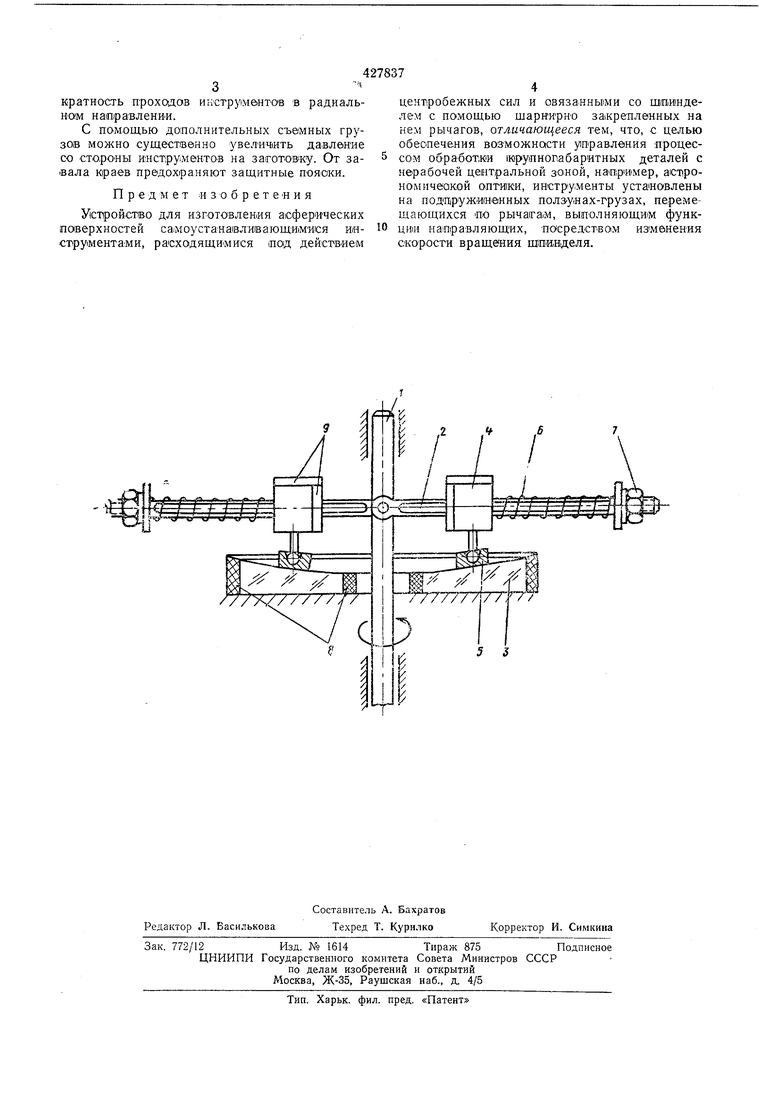
На чертеже приведена схема предлагаемого устройства.
Шпиндель 1 устройства имеет шарниры с осью, перпендикулярной его оси вращения. Шарниры служат опорой для рычагов 2, выполняющих функции натравляющих и расположенных в меридиональной плоскости неподвижной заготовки 3, причем ось последней совмещена с осью вращения Ш1пинделя.
На рычагах установлены с возможностью перемещения вдоль их осей ползуны-грузы 4, с которьгми жестко соединены инструменты 5 (шлифовальниКИ, полирОвальнИки).
Во внешние торцы ползунов-грузов упираются пружины 6, закрепленные на рычагах с возможностью регулирования их натяжения с П01мощью гаек 7. По периферии и в нерабочей центральной зоне заготовки установлены защитные пояски 8. Устройство имеет дополнительные грузы 9. (Привод устройства на чертеже не показан).
Устройство работает следующим образом.
При вращении шпинделя возникают центробежные силы, действующие на пружины со стороны оолзунов-грузов. При установивщемся вращении ползуны-прузы с инстру:мейтаМи за нимают определенное полол ение относительно оси вращения шпинделя. Угловой скоростью вращения щпияделя задается время нахождения инструментов на определенной кольцевой зоне обрабатываемой поверхности, что вместе с факторамИ скорости и давления обеспечивает расчетный съем материала заготовки от исходной поверхности.
Изменение угловой скорости вращения щпинделя переводит инструменты в следующие зоны, что позволяет обрабатывать всю поверхность. Изменение скорости можно циклически повторять, т. е. имеет место многократность проходов ик€тру1Мвнтов в радиальном направлении.
С помощью дополнительных съемных грузов можно существенно увеличить давление со стороны инструментов на заготовку. От завала К|раев предохраняют защитные пояоки.
Предмет изобретения
yicTipoflcTBO для изготовления асферических поверхностей са:моустана1вли1вающи1Мися инструментами, расходящимися под действием
центробежных сил и овяза нньими со шоинделем с помощью щаркирно закрепленных на нем рычагов, отличающееся тем, что, с целью обеспечения возможности управления процессом обработки крупногабаритных деталей с нерабочей центральной зоной, наоример, aCTipoномичеокой ОПТИ1КИ, инструменты установлены на подщруЖИиенных ползунах-грузах, перемещающихся ПО рычагам, вьшолняющи1М функДНИ направляющих, посредством изменения скорости вращения шпйнделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Устройство для абразивной обработки | 1983 |
|
SU1092033A1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ ВЫПУКЛЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1968 |
|
SU217998A1 |
| Инструмент для обработки оптических деталей | 1980 |
|
SU918040A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| Устройство для обработки оптических деталей | 1987 |
|
SU1495078A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
