1
Изобретение касается автоматизации листовой штамповки и может быть использовано для подачи ленточных заготовок в разделительные штампы.
Известны устройства для подачи ленточных заготовок в рабочую зону пресса, состоящие из ведущего и ведомого валков следящего узла, контролирующего величину шага подачи, и корректирующего шаг подачи узла, содержащего индивидуальный привод ведущего валка.
Однако эти устройства сложны по конструкции.
Предложенное устройство отличается тем, что следящий узел его выполнен в виде взаимодействующего с поверхностью подаваемой заготовки микропереключателя, установленного на основании устройства, а корректирующий шаг подачи выполнен в виде храпового механизма, храповик которого жестко связан с воздушным валком, а собачка установлена на поводке, свободно посаженном на оси ведущего валка с возможностью поворота вокруг нее под действием индивидуального привода, управляемого микропереключателем следящего узла.
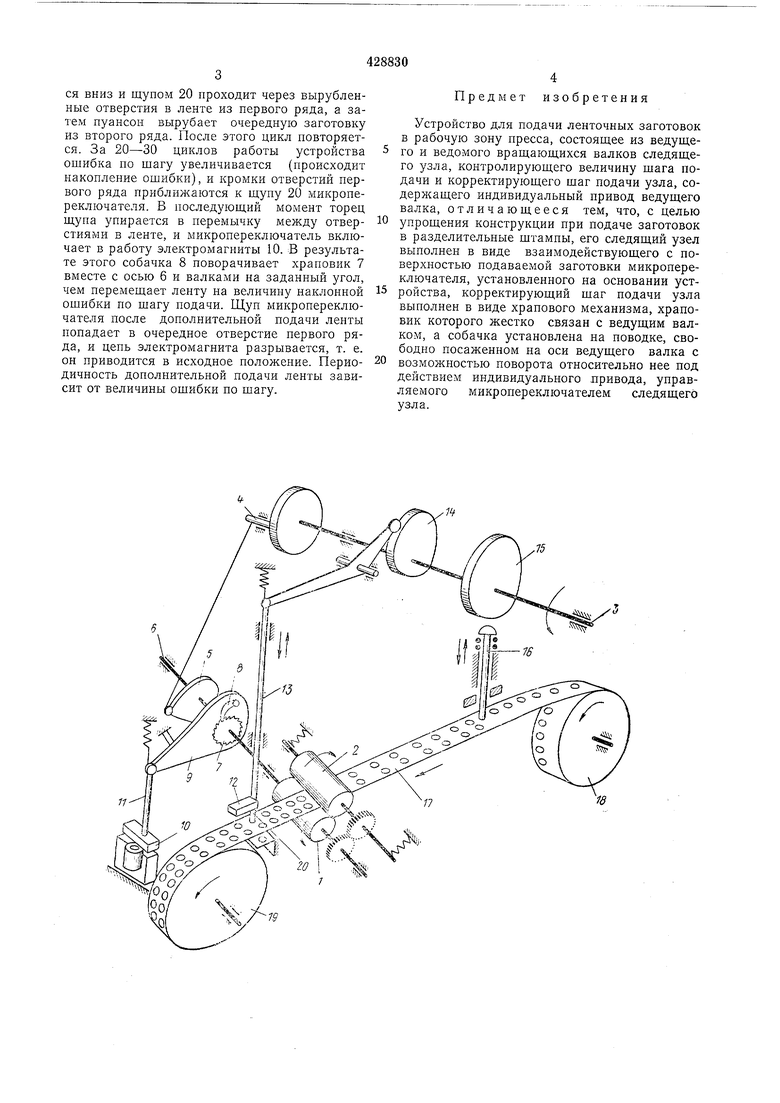
На чертеже изображена схема пресса с устройством.
Устройство содержит подающие валки 1 и 2, приводимые в движение от главного вала 3
при помощи кривошипа 4, и муфту 5 обгона. На одной оси 6 с ведущим валком 1 укреплен храповик 7 узла корректировки шага подачи, взаимодействующий с собачкой 8, установленной на рычаге 9, смонтированном на той же оси 6. Рычаг приводится в возвратно-поворотное движение от электромагнита 10, с якорем которого он связан регулируемой тягой 11. Электромагнит включается в работу
следящим микропереключателем 12, укрепленным на регулируемом штоке 13, приводимом в вертикальное возвратно-поступательное движение от кулачка 14, укрепленного на валу 3 пресса. На том же валу установлен кулачок 15, приводящий в движение ползун 16 пресса с вырубным пуансоном. Ленточная заготовка 17 размещена на разматывающей рулонниде 18 и наматывающей рулоннице 19.
При вырубке заготовок первого ряда из ленты следящий микропереключатель отключен. После вырубки одного ряда заготовок бухту ленты снимают с наматывающей рулонницы и переставляют на разматывающую с
предварительным поворотом на 180°. Конец ленты заправляют в валки таким образом, чтобы осуществлялась вырубка второго ряда Подача ленты осуществляется при ходе ползуна пресса вверх. После окончания подачи
шток 13 с микропереключателем перемещается вниз и щупом 20 проходит через вырубленные отверстия в ленте из первого ряда, а затем пуансон вырубает очередную заготовку из второго ряда. После этого цикл повторяется. За 20-30 циклов работы устройства ошибка по шагу увеличивается (происходит накопление ошибки), и кромки отверстий первого ряда приближаются к ш,упу 20 микропереключателя. В последующий момент торец щупа упирается в перемычку между отверстиями в ленте, и микропереключатель включает в работу электромагниты 10. В результате этого собачка 8 поворачивает храповик 7 вместе с осью 6 и валками на заданный угол, чем перемещает ленту на величину наклонной ошибки по шагу подачи. Щуп микропереключателя после дополнительной подачи ленты попадает в очередное отверстие первого ряда, и цепь электромагнита разрывается, т. е. он приводится в исходное положение. Периодичность дополнительной подачи ленты зависит от величины ошибки по шагу.
Предмет изобретения
Устройство для подачи ленточных заготовок в рабочую зону пресса, состоящее из ведущего и ведомого вращающихся валков следящего узла, контролирующего величину шага подачи и корректирующего щаг подачи узла, содержащего индивидуальный привод ведущего валка, отличающееся тем, что, с целью упрощения конструкции при подаче заготовок в разделительные щтампы, его следящий узел выполнен в виде взаимодействующего с поверхностью подаваемой заготовки микропереключателя, установленного на основании устройства, корректирующий шаг подачи узла выполнен в виде храпового механизма, храповик которого жестко связан с ведущим валком, а собачка установлена на поводке, свободно посаженном на оси ведущего валка с возможностью поворота относительно нее под действием индивидуального привода, управляемого микропереключателем следящего узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU745576A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Линия для изготовления деталей из ленточного материала | 1982 |
|
SU1098622A1 |
| Линия изготовления деталей из ленточного материала | 1986 |
|
SU1409385A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Автоматическая линия для изготовления секций пластинчатых теплообменников | 1980 |
|
SU963644A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
| Устройство для формования заготовок тестовых изделий с начинкой | 1985 |
|
SU1349747A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2042459C1 |
