Известны шаговые транспортеры для транспортирования изделий между рабочими позициями, .например, металлорежущих станков, выполненные в виде оснащенных элементами фиксации транопортируе.мых изделий штанг, перемещающихся на шаг и позволяющих осуществлять на,ка1плива«ие деталей.
Недостатком известных транспортеров является то, что при заполнении .крайней свободной ПОЗИЦИИ штангового транспортера в режиме накапливания, изделие последовательно передается через все предшествующие позиции, что иежелательно, особенио, когда время обработки изделия мало.
Предложенный шаговый транспортер отличается от известного тем, что он снабжен подвижной кзреткой, транспортирующей изделия до свободной позиции транспортера.
Такое выполнение транспортера позволяет сократить время транспортирования в режиме нако.пления.
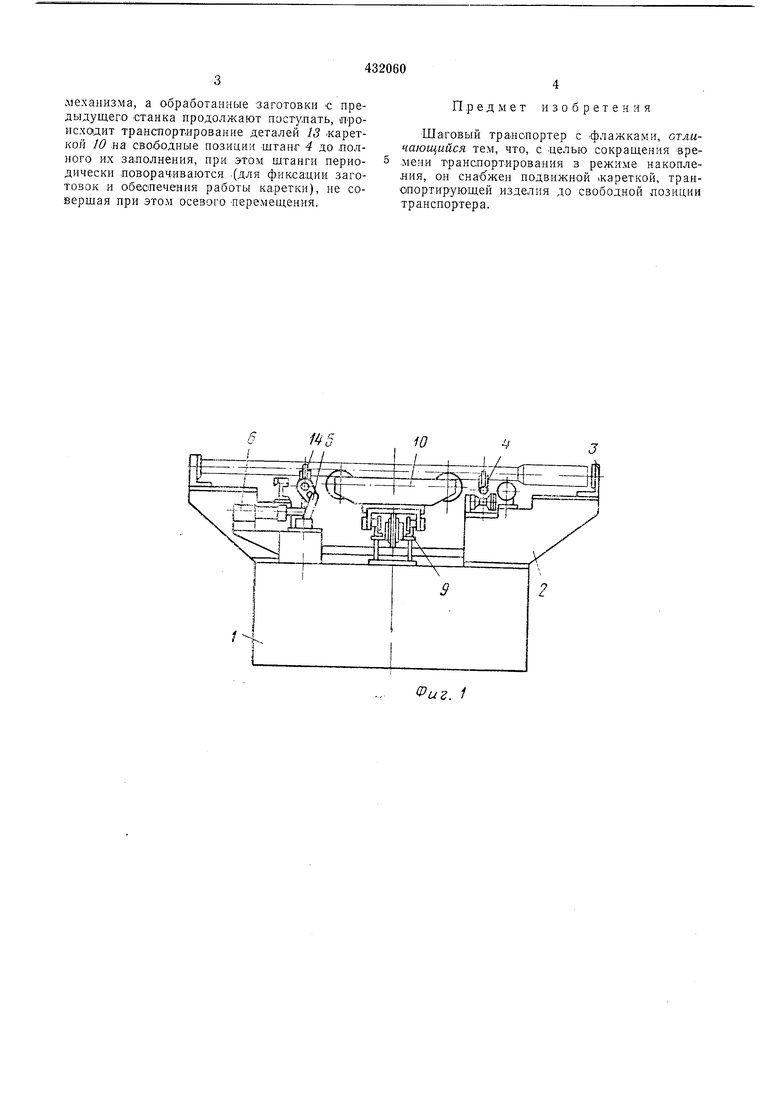
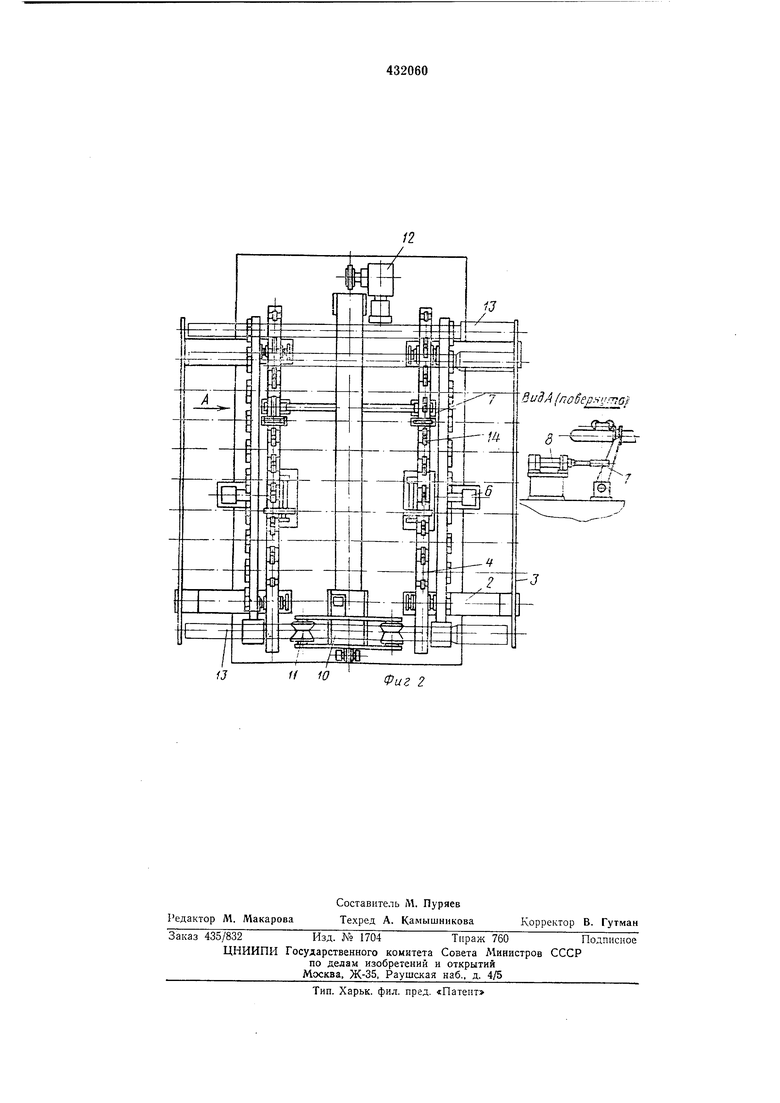
На фнг. 1 показан предложенный шаговый транспортер, вид спереди; на фиг. 2 - то же, вид в плане и по стрелке А.
На основании / на кронштейнах 2 размещены налравляющие лланки 3 и штанги 4, оснащенные механизмагми 5 поворота (рычагами), приводимыми от гидроцилиндров 6, и механизмами 7 осевого перемещения, приводимыми от гидроцилиндров 8.
На направляющих 9 транспортера установлена каретка W, несущая захватные элементы (ролики) // и перемещаемая /по направляющим 9 посредством редуктора 12. Для фиксации заготовок 13 .па штангах предусмотрены рычаги-захваты 14.
Транспортер работает
:ледующ 1м оораЗОЛ1.
Заготовка 13, поступая на ролики //, дает команду на привод 14 перемещения каретки W. Каретка, .перемещаясь по на-правляющим Я останавливается, не доходя до последней
5 лежащей на щтапгах 4 заготовки на величину заданного шага, но команде с установлен 1ого wa ней бесконтактного путевого выключателя. Затем механизмы 5 -поворота поворачивают щтанги так, что рычаги-захваты 14 принимают .вертикальное положение, фи.ксируя заготовку, а каретка W возвращается в исходное .положение. После загрузки первой заготовки в станок, штанги 4 посредством механизма 7 перемещаются в осевом направлении,
перенося на ша-г все зафиксированные на них рычагами-захватами J4 заготовки 13. По команде от заготовки, поступившей на первую позицию, штаиги 4 .поворачиваются и возвращаются в исходное положение.
В случае, .когда заготовк) ие снимаются с
.механизма, а обработанные заготовки с предыдущего -станка продолжают посгулать, происходит транспортирование деталей 13 .кареткой 10 на свободные позиции штанг 4 до .полного их залолнения, при этом штанги периодически ловорач-иваются .(для фиксации заготовок и обеспечения работы каретки), не совершая при этом осевого перемещения.
Предмет изобретения
Шаговый транспортер с флажками, отличающийся тем, что, с делыо сокращения вре,мени транспортирования в накоплелия, он подвижной .кареткой, транспортирующей изделия до свободной позиции транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер для крупногабаритных изделий | 1979 |
|
SU872399A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| Шаговый конвейер | 1974 |
|
SU546532A1 |
| УСТРОЙСТВО Для ЗАГРУЗКИ И ВЫГРУЗКИ ЗАГОТОВОК | 1968 |
|
SU213082A1 |
h
J
(Риг. 1
ii iO
Фиг 2
