со
с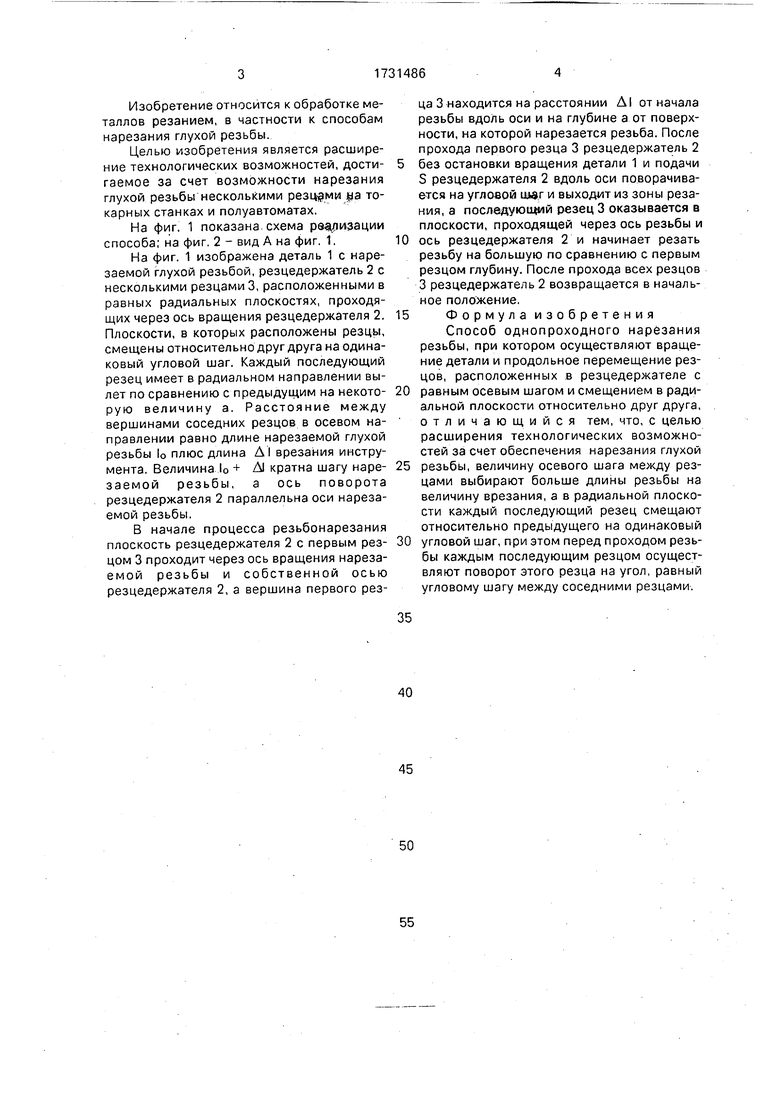
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| УЗЕЛ РЕЗЦЕДЕРЖАТЕЛЯ | 1993 |
|
RU2102194C1 |
| Способ нарезания резьбы | 1987 |
|
SU1563872A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
Использование: нарезание глухой резьбы несколькими резцами за один проход. Способ заключается в том, что детали 1 задают вращение, а резцедержателю 2 с резцами 3 - вращение и продольное перемещение. Резцы 3 расположены с равным осевым шагом, который выбирают больше длины нарезаемой резьбы на величину врезания, и равным угловым шагом. После нарезания резьбы первым резцом 3 резцедержатель 2 совершает поворот и в работу вступает следующий резец 3 и т д. 2 ил.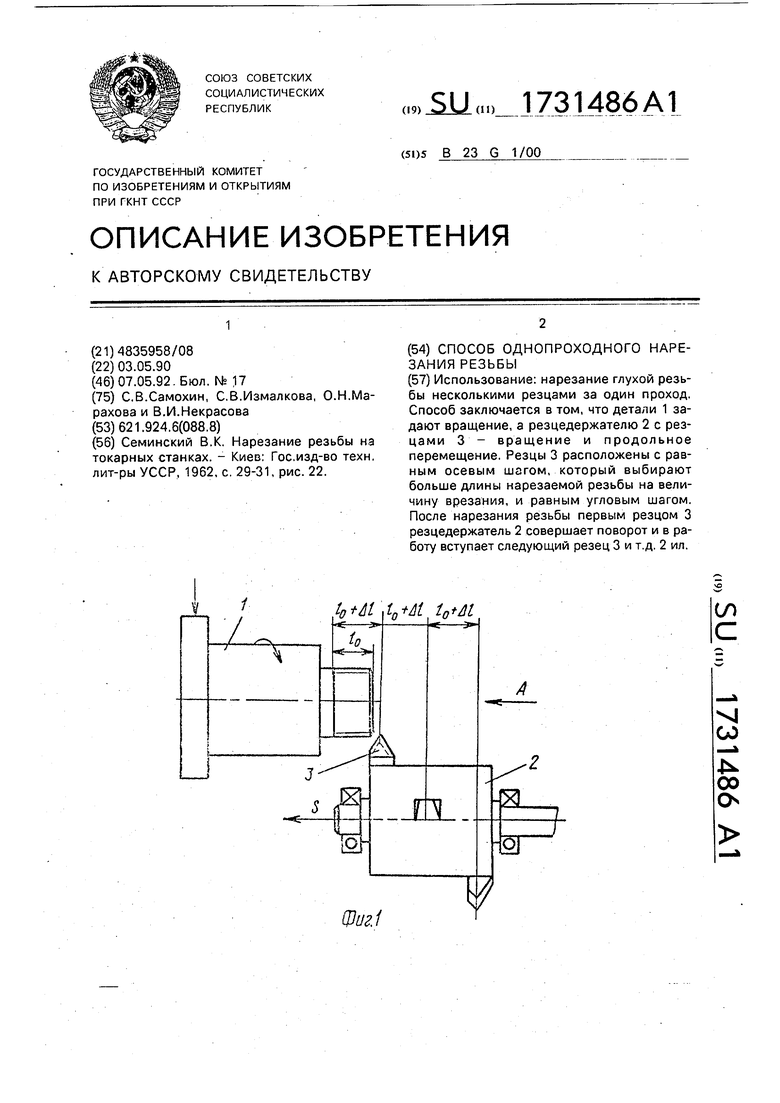
VI
со
Ј
00
о
Изобретение относится к обработке металлов резанием, в частности к способам нарезания глухой резьбы.
Целью изобретения является расширение технологических возможностей, достигаемое за счет возможности нарезания глухой резьбы несколькими резцами уа токарных станках и полуавтоматах.
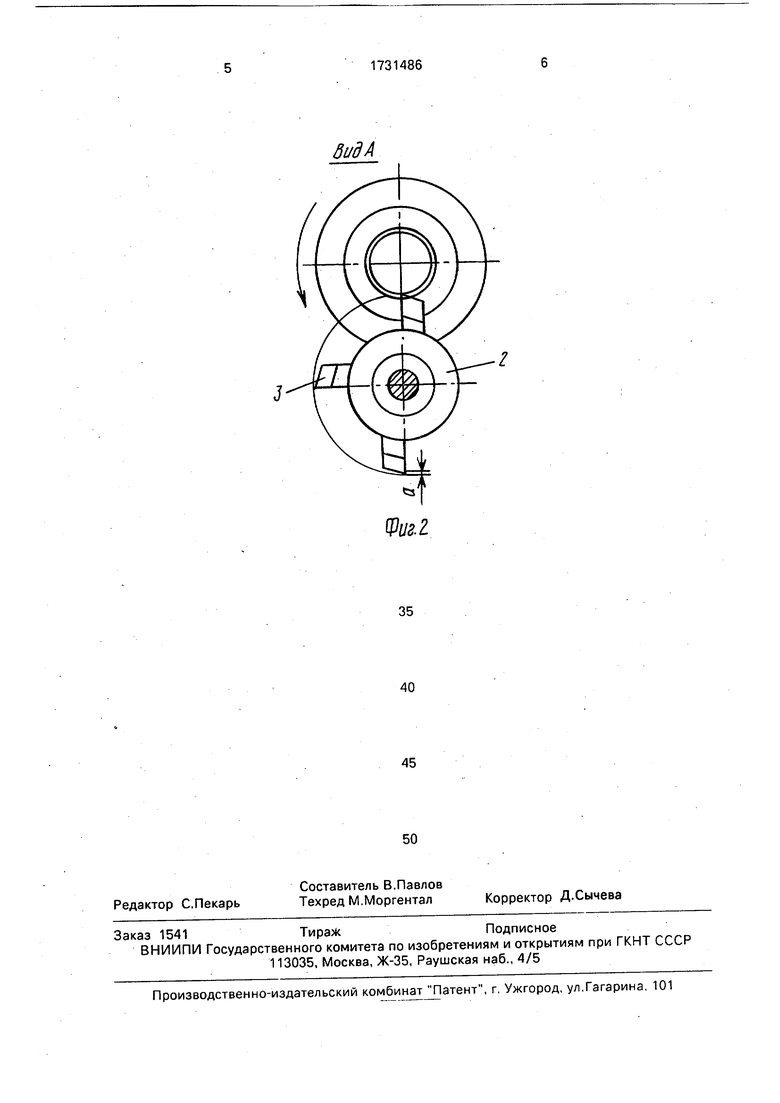
На фиг. 1 показана схема реализации способа; на фиг. 2 - вид А на фиг. 1.
На фиг. 1 изображена деталь 1 с нарезаемой глухой резьбой, резцедержатель 2 с несколькими резцами 3, расположенными в равных радиальных плоскостях, проходящих через ось вращения резцедержателя 2. Плоскости, в которых расположены резцы, смещены относительно друг друга на одинаковый угловой шаг. Каждый последующий резец имеет в радиальном направлении вылет по сравнению с предыдущим на некоторую величину а. Расстояние между вершинами соседних резцов в осевом направлении равно длине нарезаемой глухой резьбы 10 плюс длина АI врезания инструмента. Величина I0 + AI кратна шагу нарезаемой резьбы, а ось поворота резцедержателя 2 параллельна оси нарезаемой резьбы,
В начале процесса резьбонарезания плоскость резцедержателя 2 с первым резцом 3 проходит через ось вращения нарезаемой резьбы и собственной осью резцедержателя 2, а вершина первого рез0
5
0
5
0
ца 3 находится на расстоянии Д| от начала резьбы вдоль оси и на глубине а от поверхности, на которой нарезается резьба. После прохода первого резца 3 резцедержатель 2 без остановки вращения детали 1 и подачи S резцедержателя 2 вдоль оси поворачивается на угловой тэг и выходит из зоны резания, а последующий резец 3 оказывается в плоскости, проходящей через ось резьбы и ось резцедержателя 2 и начинает резать резьбу на большую по сравнению с первым резцом глубину. После прохода всех резцов 3 резцедержатель 2 возвращается в начальное положение.
Формула изобретения Способ однопроходного нарезания резьбы, при котором осуществляют вращение детали и продольное перемещение резцов, расположенных в резцедержателе с равным осевым шагом и смещением в радиальной плоскости относительно друг друга, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения нарезания глухой резьбы, величину осевого шага между резцами выбирают больше длины резьбы на величину врезания, а в радиальной плоскости каждый последующий резец смещают относительно предыдущего на одинаковый угловой шаг, при этом перед проходом резьбы каждым последующим резцом осуществляют поворот этого резца на угол, равный угловому шагу между соседними резцами.
дидА
| Семинский В.К | |||
| Нарезание резьбы на токарных станках | |||
| - Киев: Гос.изд-во техн, лит-ры УССР, 1962, с 29-31, рис | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
