1
Известны станки для обработки некруглых деталей вращающимся цилиндрическим инструментом, например фрезой, снабженные продольно перемещающимся столом с установленным на нем с возможностью поперечного перемещения суппортом, на котором закреплен инструмент и ролик, взаимодействующий с копиром, закрепленным на передней бабке станка, несущей вращающуюся деталь.
Недостатком известных станков является то, что при равномерной скорости вращения детали скорость подачи инструмента вдоль контура непостоянна. Подача инструмента на вогнутых участках больше, чем на выпуклых. Это приводит к снижению точности обработки.
С целью поддержания постоянной скорости подачи инструмента вдоль контура детали стол предложенного станка состоит из верхней и нижней плит, на последней из которых выполнены продольные направляющие, а верхняя, несущая суппорт, шарнирно соединена с нижней и снабжена приводом качания, смонтированным на передней бабке и кинематически связанным с приводом вращения детали.
Па чертеже показан предложенный станок.
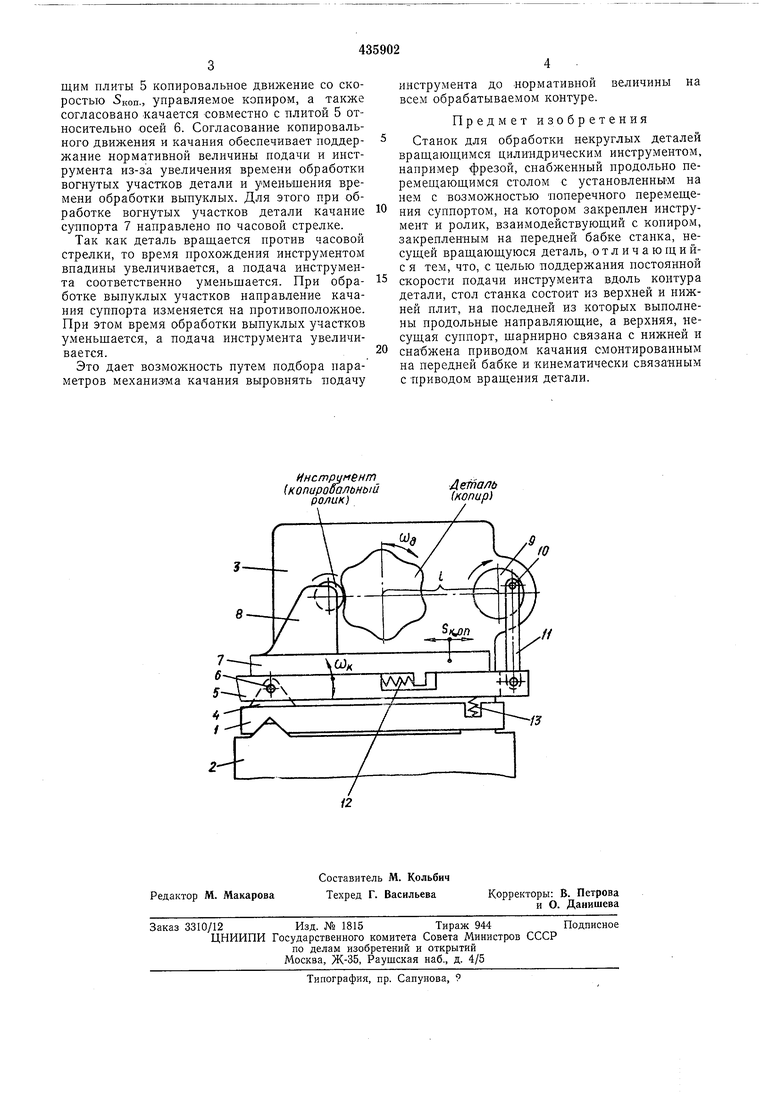
Станок состоит из продольного стола I, который может перемещаться перпендикулярно плоскости чертежа по направляющим станины 2, и передней бабки 3, закрепленной неподвижно -на станине. Стол 1 состоит из нижней
плиты с продольными направляющими и кронштейначми 4, а также верхней плиты 5 с поперечными направляющими. Верхняя плита шарпирно соединена с нижней при помояш
осей 6, закрепленных в кронштейнах 4. По поперечным направляющим плиты 5 может перемещаться суппорт 7, несущий кропштейн 8, на котором установлен копировальный ролик и инструмент с приводом вращения (на
чертеже не показан). В передней бабке 3 станка смонтированы приводы вращения детали (копира) и качания плиты 5 с направляющими копировального суппорта 7. Деталь и копир установлены, например, соосно на
шпинделе станка, также соосно на кронштейне 8 установлены инструмент и копировальный ролик.
Привод качания верхней плиты 5 состоит, например, из диска 9 с эксцентрично посаженньш пальцем 10 и тягн 11, соединенной шарнирно с плитой. Привод качания кинематически, с передаточным отношением i, соединен с приводом вращения детали (копира). Пружина 12 служит для силового замыкания копировальной системы, пружина 13 предназначена для выборки зазора в приводе качания направляющих.
Станок работает следующим образом. При вращении детали и копира со скоростью (Од суппорт 7 совершает по направляющим плиты 5 копировальное движение со скоростью 5коп., управляемое копиром, а также согласовано качается совместно с плитой 5 относительно осей 6. Согласованпе копировального движения и качания обеспечивает поддержание нормативной величины подачи и инструмента из-за увеличения времени обработки вогнутых участков детали и уменьшения времени обработки выпуклых. Для этого при обработке вогнутых участков детали качание суппорта 7 направлено по часовой стрелке.
Так как деталь вращается против часовой стрелки, то время прохождения инструментом впадины увеличивается, а подача инструмента соответственно уменьшается. При обработке выпуклых участков направление качания суппорта изменяется на противоположное. При этом время обработки выпуклых участков уменьшается, а подача инструмента увеличивается.
Это дает возможность путем подбора параметров механизма качания выровнять подачу
инструмента до нормативной величины на всем обрабатываемом контуре.
Предмет изобретения
Станок для обработки некруглых деталей вращаюш,имся цилиндрическим инструментом, например фрезой, снабженный продольно перемещающимся столом с установленным на нем с возможностью поперечного перемещения суппортом, на котором закреплен инструмент и ролик, взаимодействующий с копиром, закрепленным на передней бабке станка, несущей вращающуюся деталь, отличающийс я тем, что, с целью поддержания постоянной скорости подачи инструмента вдоль контура детали, стол станка состоит из верхней и нижней плит, на последней из которых выполнены продольные направляющие, а верхняя, несущая суппорт, щарнирно связана с нижней и снабжена приводом качания смонтированным на передней бабке и кинематически связанным с приводом вращения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для обработки некруглых деталей | 1982 |
|
SU1041268A2 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Устройство для обработки кулачковых деталей | 1981 |
|
SU1024230A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Устройство для обработки некруглых деталей | 1976 |
|
SU619326A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
