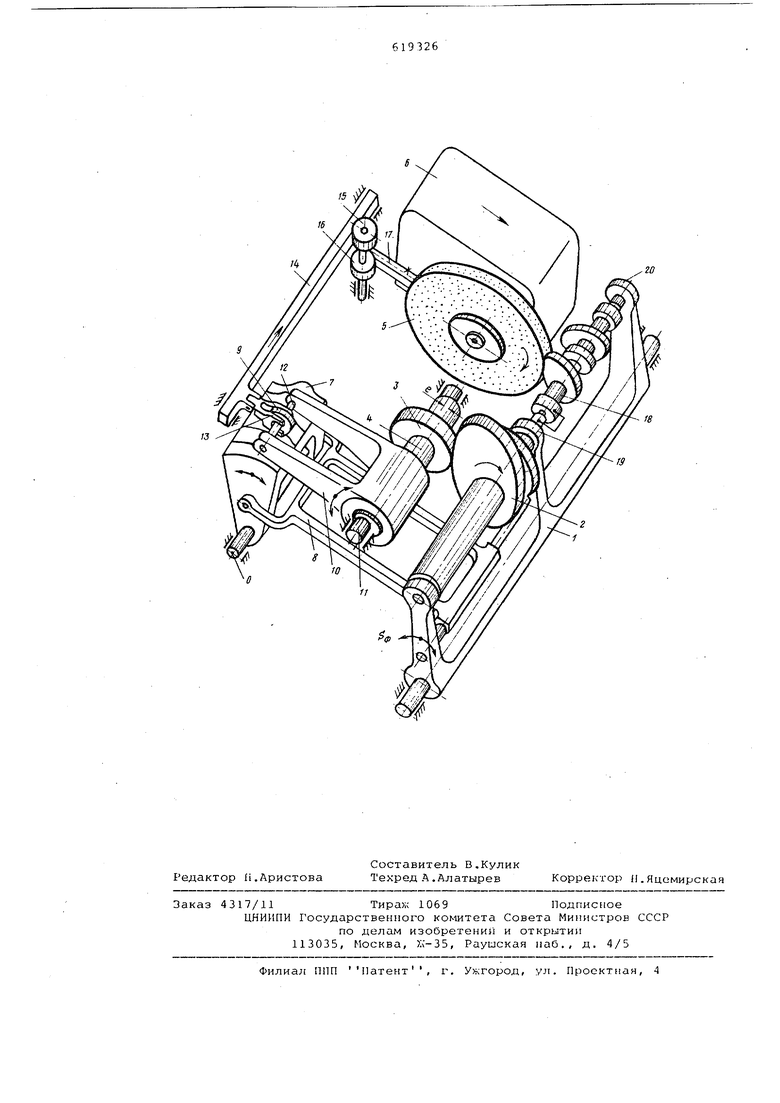
В расточкгах кронштейна 10 установлена ось 12, вдоль которой может перемещаться контактный ролик 9.
Механизм перемещения ролика 9 содержит вилку 13, закрепленную на рейке 14. Рейка 14 через шестерни 15 и 16 соединена с рейкой 17, закрепленной на шлифовальной бабке 6.
Обрабатываемая деталь 18, на которой условно показано только два кулачка, установлена в центрах передней 19 и задней 20 бабок, закрепленных на копировальном суппорте 1.
Устройство работает следующим образом.
При вращении копира 2 и детали 18 копировальный соппорт 1 совершает формообразующее перемещение , в результате которого на детали 18 образуется фасонный профиль, соответствующий профилю копира 2. Копировальный суппорт 1 через тягу 8 приводит в движение коноид 7, с раЗочей поверхностью которого контактирует ролик 9 кронштейна 10. В зависимости от того, на каком участке коноида 7 находится ролик 9 кронштейна 10, последний в процессе работы может оставаться неподвижным либо качаться вокруг эксцентричных цапф 11 оси 4.
При обработке профиля кулачка радиусом инструмента, равным номинальному (по которому рассчитан профиль копира), ошибка копирования, обусловленная износом инструмента, отсутствует. При этом ролик 9 взаимодействует с цилиндрическим участком коноида 7, очерченным дугой окружности из точки О, совпадающей с осью качания коноида. Благодаря этому кронштейн 10 остается неподвижным, а закон перемещения копировального суппорта 1 соответствует номинальному.
По мере износа инструмента 5 ролик 9 перемещается вдоль оси 12 и переходит на фасонный участок коноида 7. Перемещение ролика 9 осуществляет.ся синхронно с перемещением шлифовальной бабки 6; величина перемещения определяется величиной износа инструмента 5. После перехода ролика 9 на
фасрнный участок коноида 7 кронштейн 10 начинает качаться вокруг- оси эксцентричных цапф 11, благодаря чему ролик 3 смешается по проФипю копира 2, осуществляя коррекцию номинального закона перемещения копировального суппорта 1.
Таким образом, устройство реализует непрерывную компенсацию износа инструмента, причем она осуществляется автоматически, без остановки станка на подналадку. Величина коррекции в каждой точке обрабатываемой фасонной поверхности детали 18 определяется профилем фасонной поверхности коноида 7 и передаточным отношением зубчатых пар механизма перемещения ролика 9.
Формула изобретения
Устройство для обработки некруглых деталей, например кулачков, содержащее подвижную в направлении рабочей подачи шлифовальную бабку, установленный на станине качающийся копировальный суппорт с соосно установленными деталью и копиром, связанным с приводом вращения, поворотный кронштейн, несущий расположенный эксцентрично оси его.поворота копирный ролик, находящийся в контакте с копиром, и механизм поворота кронштейна, отличающееся тем, что, с целью
упрощения конструкции устройства,механизм поворота кронштейна выполнен в виде кулачка с рабочей поверхностью, имеющей форму коноида, установленного с возможностью качания относительно оси коноида синхронно копировальному суппорту, при этом поворотный кронштейн снабжен находящимся в контакте с кулачком контактным роликом,
установленным с возможностью перемещения в направлении, параллельном оси коноида, и связанным жесткой кинематической цепью со шлифовальной бабкой.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство 121673, кл. В 24 В 19/14, 1959.
15
16
го
- S
3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки некруглых деталей | 1982 |
|
SU1041268A2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 1972 |
|
SU435902A1 |
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Устройство для обработки кулачковых деталей | 1981 |
|
SU1024230A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для обработки кулачковых валов | 1983 |
|
SU1093485A1 |
| Устройство для шлифования фасонных поверхностей деталей | 1982 |
|
SU1060434A1 |
| Копировально-шлифовальный станок | 1986 |
|
SU1328175A1 |